dНОМ чер = 141,000 + 3,000 = 144,000 (мм);
dMIN чер = dНОМ чер + ei чер (2.19)
dMIN чер = 144,000 – 1,000 = 143,000 (мм);
dMAX чер = dНОМ чер + es чер (2.20)
dMAX чер = 144,000 + 0,000 = 144,000 (мм);
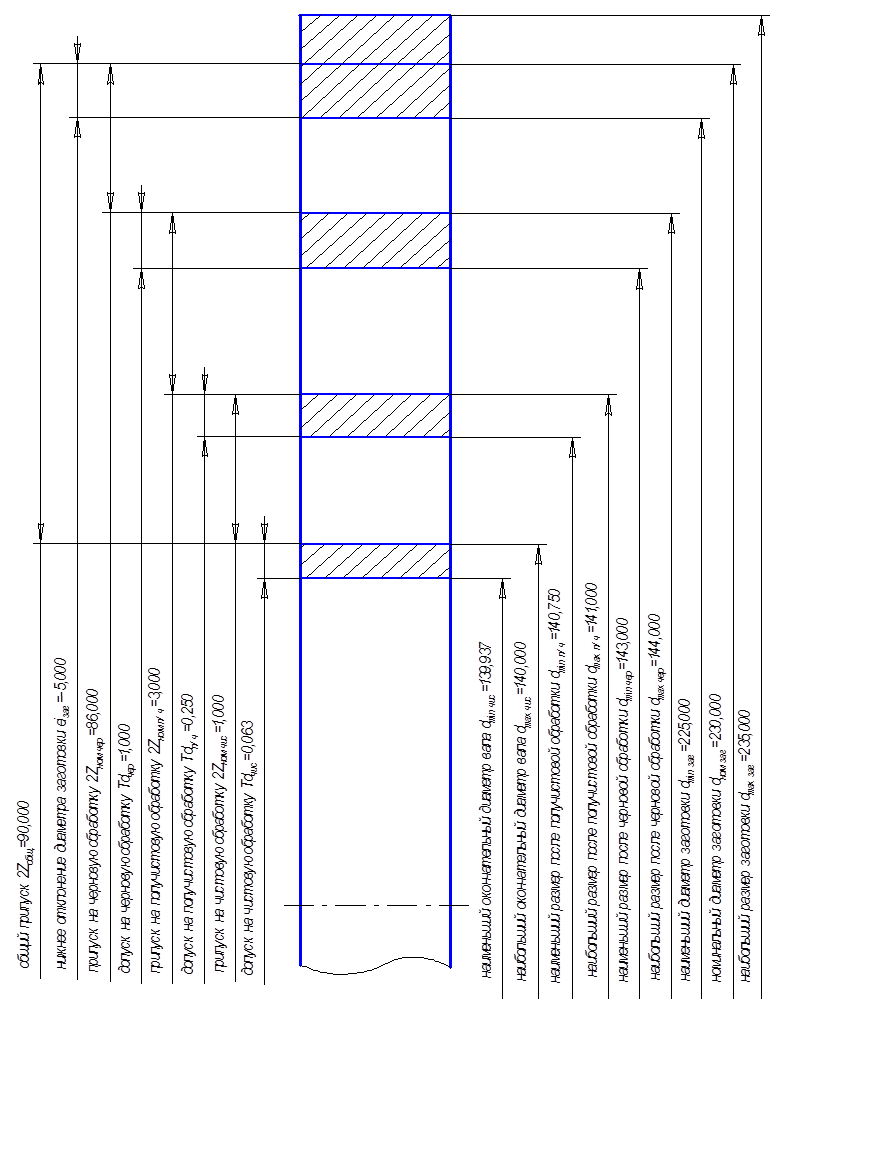
Примечание:
d – диаметр, мм;
2Z – припуск на диаметр, мм;
ном – номинальный;
min – минимальный;
max – максимальный;
чер – черновой;
п/ч – получистовой;
чис – чистовой;
es, ei – отклонения (соответственно, верхнее и нижнее), мм.
Результаты расчета сведены в таблице 2.10.
|
Техноло-гические операции (переходы) |
Расчет припусков (мкм) |
Расчет размеров (мм) |
||||
2Zmin |
2Z ном |
2Z max |
d min |
d ном |
d max |
|
|
Заготовка |
- |
- |
- |
225,000 |
230,000 |
235,000 |
|
Точение черновое |
81000 |
86000 |
92000 |
143,000 |
144,000 |
144,000 |
|
Точение получистовое |
2000 |
3000 |
3250 |
140,750 |
141,000 |
141,000 |
|
Точение чистовое |
750 |
1000 |
1063 |
139,937 |
140,000 |
140,000 |
2.6 Разработка технологического процесса обработки согласно ГОСТ 3.1109-82. Краткое описание маршрутного техпроцесса по операциям (станок, приспособление, базирование, подбор инструментальных материалов и мерительный инструмент).
В таблице 2.11 приведен список всех операций разработанного техпроцесса с указанием оборудования.
Таблица 2.11 Техпроцесс обработки детали.
|
№ операции |
Наименование операции |
Оборудование |
|
005 |
Заготовительная |
|
|
010 |
Контроль ОТК |
Стол ОТК |
|
015 |
Токарно-винторезная |
Станок 16К30 |
|
015К |
Контроль на рабочем месте |
|
|
020 |
Токарная с ЧПУ |
Станок 16К20Т1 |
|
020К |
Контроль на рабочем месте |
|
|
025 |
Токарная с ЧПУ |
Станок 16К20Т1 |
|
025К |
Контроль на рабочем месте |
|
|
030 |
Вертикально-фрезерная |
Станок 6Р13 |
|
030К |
Контроль на рабочем месте |
|
|
035 |
Сверлильная с ЧПУ |
Станок 2Р135Ф2-1 |
|
035К |
Контроль на рабочем месте |
|
|
040 |
Контроль ОТК |
Стол ОТК |
|
045 |
Маркировочная |
|
|
050 |
Слесарная |
Описание маршрутного техпроцесса по операциям.
005 Заготовительная.
На данной операции получают заготовку способом ручной газовой резки. Коэффициент использования заготовки КЗ=0,74, коэффициент использования материала КМ=0,54.
010 Контроль ОТК.
Производится контроль размеров заготовки мастером ОТК. Контролируемые размеры: d230±5, d65±5. Мерительный инструмент – штангенциркуль ШЦ I–250–0,1 ГОСТ 166-80.
015 Токарно-винторезная 16К30.
Обработка на данной операции производится в два установа.
На первом установе производится черновая обработка чистовых баз детали, а также производится предварительная обработка внутренних поверхностей детали . Деталь базируется и закрепляется в трехкулачковом патроне Æ250 ГОСТ 2675-80. Базирование осуществляется по 5 точкам (установочная база – торец d230 мм, лишает деталь трех степеней свободы, двойная опорная база – наружная цилиндрическая поверхность d230 мм – лишает деталь двух степеней свободы).
На втором установе обрабатывается наружная цилиндрическая поверхность d204 мм. Деталь базируется и закрепляется в трехкулачковом патроне Æ250 ГОСТ 2675-80. Базирование осуществляется по 5 точкам (установочная база – торец d144 мм, лишает деталь трех степеней свободы, двойная опорная база – наружная цилиндрическая поверхность d144 мм – лишает деталь двух степеней свободы).
Режущий инструмент:
1) резец проходной упорный MTJCR2520L12T2 ВК8, j=93°,j1=7°;
2) резец расточной S32L-PCLBR12H2 ВК8, j=95°,j1=5°.
Переходы:
Установ 1:
РИ1:
- точить торец с d230 мм до d63 мм, выдерживая размер 19 ±0,26 мм, глубина резания 1 мм;
- точить торец с d230 мм до d146-1 мм, выдерживая размер 8 ±0,18 мм за 4 прохода, глубина резания 2 мм;
- точить наружную цилиндрическую поверхность с d146 мм до d144 – 1 мм на длину 8 ±0,18 мм, глубина резания 1 мм.
РИ2:
- расточить внутреннюю цилиндрическую поверхность с d65 мм до d72+0,74 мм за два прохода, глубина резания 2 мм;
- расточить внутреннюю цилиндрическую поверхность с d72 мм до d124+1,00 мм за пять проходов на длину 9±0,18 мм, глубина резания 2 мм.
Установ 2:
РИ1:
- точить наружную цилиндрическую поверхность с d230 до d204-1,15 мм, глубина резания 2 мм.
Производится контроль рабочим размеров d144– 1,00 , d204 -1,15, d124+1,00, d72+0,74, 19 ± 0,26 , 9±0,18, 8 ± 0,18 на рабочем месте. Мерительный инструмент - штангенциркуль ШЦ I–250–0,1 ГОСТ 166 – 80.
020 Токарная с ЧПУ 16К20Т1
На данной операции производится окончательная обработка внешней поверхности крышки.
Деталь базируется и закрепляется в трехкулачковом патроне c пневмоприводом. Деталь лишается 5 степеней свободы. Имеет место две технологические базы. Установочная база – торец d144 мм – лишает деталь 3 степеней свободы. Двойная опорная база – наружная цилиндрическая поверхность d144 мм – лишает деталь двух степеней свободы.
Режущий инструмент:
1) Резец токарный проходной MTJCR2520L12T2 Т5К10, j=93°, j1=7°.
2) Резец канавочный специальный Р6М5.
Переходы:
РИ1:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.