1.13 Вынуть секторы, крестовину и кольцо из полости гайки.
1.14 Поставить в паз оси клиновые планки. Обратить внимание на постановку планок под прямым углом в угол паза оси для предотвращения выпадения планок во время монтажа. Прилегающие поверхности планок смазать смазкой ЛЗ-ЦНИИ.
Постановка клиновых планок, имеющих износ, забоины, задиры, заусенцы и другие неисправности – не допускается.
1.15 Вставить крестовину так, чтобы её отверстия расположились соосно с отверстиями паза оси.
Постановка крестовин, имеющих трещины, отколы, износы по трапецеидальным выступам – не допускается.
1.16 Вставить зубчатые сегменты. При этом их наклонные грани не должны прилегать к трапециевидному выступу крестовины. Сегменты должны входить в зубья гайки свободно, без заедания. Установить сегменты на одинаковом уровне по отношению к торцу гайки.
В случае несоответствия гайку заменить.
1.17 Поставить болты с тарельчатыми пружинами и стопорной планкой.
Постановка гроверных шайб не допускается.
Тарельчатые пружины ставить выпуклостью к головке болта. Довернуть до отказа и поочерёдно равномерно закручивать болты с усилием до полного сжатия тарельчатых пружин и плотного поджатия сегментов в выступ крестовины.
1.18 Ударами молотка через стальную оправку поджать сначала крестовину, а затем поочерёдно зубчатые сегменты. Подтянуть болты.
1.19 Для равномерного прилегания клиновых поверхностей планок крестовины и сегментов к осевой гайке рычажным или инерционным ключом приложить закручивающее усилие и подтянуть болты, а затем откручивающее усилие, и снова подтянуть болты усилием от 50 до 60 Нм. Повторить операцию в п. 1.18 – 1.19 от 3 до 5 раз.
1.20 Застопорить болты, крепящие сегменты отгибанием края стопорной пластины на одну грань головки болта.
1.21 Осмотреть шпонку и шпоночный паз. Наличие износов, забоин, задиров, заусенцев, вмятин не допускается. Поставить призматическую шпонку в паз осевой гайки.
1.22 Заложить смазку ЛЗ-ЦНИИ в полость буксы.
1.23 Поставить крышку буксы и закрепить её болтами. Постановка крышек с трещинами, отколами лабиринтных выступов, задирами не допускается. Забоины и заусенцы должны быть зачищены.
1.24 Заложить смазку ЛЗ-ЦНИИ в лабиринтное уплотнение буксовой крышки.
1.25 Осмотреть ведущий шкив. Шкив не должен иметь трещин, отколов, вмятин и надрывов на рабочих поверхностях канавок. Износ канавок шкива контролируется шаблоном и контршаблоном. Конусное отверстие шкива контролируется проходным и непроходным калибром.
1.26 Поставить шкив на конусную часть гайки и закрепить крышкой с шестью или восемью болтами. Допускается устранять несквозные трещины на смотровой крышке электросваркой с последующей механической обработкой. Под головки болтов подложить пружинные шайбы. Болты закручивать диаметрально противоположные. Ударами молотка через стальную оправку по торцу шкива около крышки подтянуть шкив на конусе до плотного прилегания конических поверхностей. Плотное прилегание конических поверхностей устанавливать (проверять) по металлическому звуку при ударах молотка. Окончательно подтянуть болты. В случае неплотного прилегания шкив подлежит замене.
1.27 Зазор между торцом гайки и торцом шкива должен быть не менее 4 мм.
1.28 После сборки узла провернуть буксу на оси, убедиться в отсутствии защемления лабиринтного уплотнения узла ведущего шкива. Зазор между торцом лабиринта крышки буксы и торцом шкива должен быть не менее 2 мм.
Приложение С
(обязательное)
Приспособление определения зазора спецгайки ТРКП
1 Назначение изделия
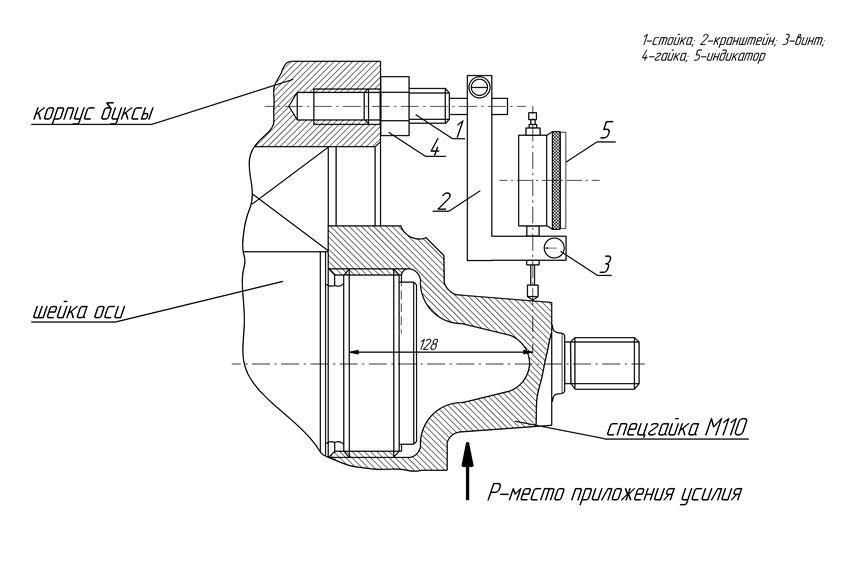
1.1 Приспособление предназначено для контроля предельно допустимого радиального зазора спецгайки привода ТРКП относительно резьбы М 110 шейки оси, радиального биения конусной части спецгайки относительно шейки оси в вагонных депо. (см. рис.)
1.2. Приспособление должно нормально работать в условиях повышенной относительной влажности окружающей среды не более 80% при температуре не ниже 0°С и не выше +50°С.
Рисунок
2 Устройство и принцип работы
2.1 На стойку 1 вставляется кронштейн 2, который крепиться к стойке винтом 3. В кронштейн вставляется ножка индикатора 5, которая крепится к кронштейну с помощью винта 3. На стойку навертывается гайка 4.
2.2 Приспособление устанавливается в отверстие М 20 прилива корпуса буксы и крепится гайкой 4.
2.3 Приспособление с индикатором осуществляет измерение предельно допустимых радиальных зазоров спецгайки привода ТРКП относительно резьбы М 110 шейки оси и радиального биения конусной части спецгайки относительно оси в вагонных депо.
2.4 Монтаж спецгайки на шейку оси допускается при радиальном зазоре не более 0,2 мм. Радиальное биение конусной части спецгайки должно быть не более 0,1 мм. Обеспечение нормированной величины зазора (не более 0,2 мм) производится путем замены спецгайки или колесной пары.
3 Порядок работы
3.1 Приспособление установить в отверстие М 20 прилива корпуса буксы. На резьбу шейки оси навернуть проверяемую спецгайку привода ТРКП. Подвести щуп индикатора к конической поверхности спецгайки. Установить индикаторную головку на 0.
3.2 Поднять спецгайку вертикально щупу индикатора.
3.3 Показания индикатора должны соответствовать радиальному зазору между резьбой М 110 шейки оси и спецгайки.
3.4 Снять показания индикатора в трех точках расположенных на 120° по окружности и определить радиальный зазор, который должен быть не более 0,2 мм.
3.5 Контроль радиального биения хвостовика спецгайки, закрепленной на оси осуществляется путем вращения колесной пары на один оборот с замером параметров. Вращение колесной пары может производиться на роликах позиции дефектоскопии, на опорах, установленных под буксы или прокатыванием по рельсовому пути.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.