2 Технологический раздел
2.1 Анализ существующего технологического процесса
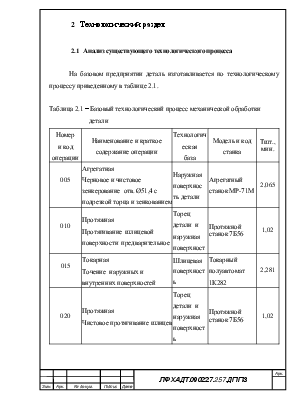
На базовом предприятии деталь изготавливается по технологическому процессу приведенному в таблице 2.1.
Таблица 2.1 - Базовый технологический процесс механической обработки детали
|
Номер и код операции |
Наименование и краткое содержание операции |
Технологическая база |
Модель и код станка |
Тшт., мин. |
|
005 |
Агрегатная Черновое и чистовое зенкерование отв. Ø51,4 с подрезкой торца и зенкованием фаски |
Наружная поверхность детали |
Агрегатный станок МР-71М |
2,065 |
|
010 |
Протяжная Протягивание шлицевой поверхности предварительное |
Торец детали и наружная поверхность |
Протяжной станок 7Б56 |
1,02 |
|
015 |
Токарная Точение наружных и внутренних поверхностей |
Шлицевая поверхность |
Токарный полуавтомат 1К282 |
2,281 |
|
020 |
Протяжная Чистовое протягивание шлицев |
Торец детали и наружная поверхность |
Протяжной станок 7Б56 |
1,02 |
Продолжение таблицы 2.1
|
Номер и код операции |
Наименование и краткое содержание операции |
Технологическая база |
Модель и код станка |
Тшт., мин. |
|
025 |
Алмазно-расточная Растачивание отверстия Ø95Н9 |
Поверхность Ø95 |
Специальный алмазно-расточной станок8А465 |
10,01 |
|
030 |
Сверлильная Сверление четырех отверстий Ø16С11 |
Поверхность Ø95 |
Специал. вертикально-сверлильный 2С170 |
1,916 |
|
035 |
Вертикально-сверлильная Сверление четырех отверстий Ø16С11 со снятием фасок |
Шлицевая поверхность, Ø95 |
Вертикально-сверлильный 2Н125 |
0,810 |
|
040 |
Шлифовальная Черновое шлифование Ø80h10 |
Шлицевая поверхность |
Круглошлифовальный 3Т161 |
0,624 |
|
045 |
Шлифовальная Чистовое шлифование Ø80h10 |
Круглошлифовальный 3Т160 |
0,624 |
|
|
050 |
Токарно-винторезная Полировать поверхность Ø80h10 |
Шлицевая поверхность |
Токарно-винторезный 16К20 |
1,991 |
2.2 Обоснование и технологическая характеристика типа
производства
Машиностроительные предприятия характеризуются различными типами производства - единичное, серийное и массовое. Для тракторостроительной отрасли характерны крупносерийный или массовый тип производства.
В современном машиностроении массовый тип производства вытесняется серийным, в связи с динамичными развитием науки и техники, что позволяет изготавливать машины новых модификаций.
Разработка технологического процесса зависит от типа производства.
Тип производства определяется в зависимости от годовой производственной программы, массы и конструкции детали.
Согласно задания, годовая программа выпуска детали - 50000 штук и масса детали составляет 2,35 кг. По таблице 5.1 [15], с. 11 эти условия соответствуют массовому типу производства (предварительно). Этот тип производства характеризуется применением специального или специализированного оборудования, автоматических и механизированных линий механической обработки деталей.
Для массового типа производства размер партии деталей, которые запускаются в производство одновременно, определяем по формуле:
 ,
(2.1)
,
(2.1)
где ![]() - количество деталей одного
наименования и размера в годовом объеме выпуска,
шт;
- количество деталей одного
наименования и размера в годовом объеме выпуска,
шт;
![]() - необходимый запас заготовок
на складе (для средних деталей принимаем
- необходимый запас заготовок
на складе (для средних деталей принимаем ![]() дней,
[15], с. 12);
дней,
[15], с. 12);
![]() - число рабочих дней в году (
- число рабочих дней в году (![]() дня,
при двух днях отдыха в неделю и
продолжительности рабочей смены 8 часов).
дня,
при двух днях отдыха в неделю и
продолжительности рабочей смены 8 часов).
 988
шт.
988
шт.
Принимаем размер
партии ![]() шт.,
кратный годовому объему выпуска.
шт.,
кратный годовому объему выпуска.
2.3 Анализ технологичности конструкции детали и проработка
детали на технологичность
Чертеж детали имеет все необходимые данные о детали. Конструктивные особенности фланца позволяют производить хороший доступ режущего инструмента по всем обрабатываемым поверхностям.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.