По концам базы предусматриваются две площадки: одна — для сборки стрелочных переводов, а другая — для реновации рельсов.
Для работы кранов, используемых для погрузки, разгрузки и раскладки материалов, между штабелями, сборочными стендами и базовыми путями устраиваются проезды. Ширина проездов определяется габаритными размерами кранов в рабочем положении и принимается в местах разгрузки и раскладки материалов верхнего строения пути в пределах сборочных стендов не менее 8 м, а в местах погрузки готовых звеньев на транспортные средства — 10 м.
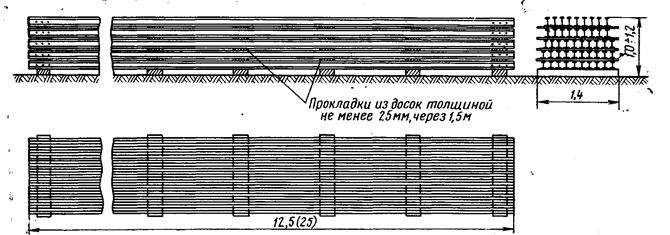
Рис. 6. Штабель рельсов
Оборудование звеносборочных баз (подбор машин и механизированного инструмента) определяется типом верхнего строения пути и объемом работ (табл. 1). Там, где объем работ значительный, с достаточно продолжительным сроком (более 10 суток), головные звеносборочные базы целесообразно оборудовать поточными звеносборочными линиями и стреловыми кранами на железнодорожном ходу. Звеносборочные базы с более кратковременным сроком действия оснащаются: стреловыми кранами на автомобильном или гусеничном ходу грузоподъемностью 10—16 т; механизированным инструментом — электродрелями для сверления отверстий в шпалах, костылезабивщиками или шурупно-гаечными ключами для пришивки рельсов к шпалам; рельсорезными и электросверлильными станками или пороховыми рельсоломами и дыропробойниками для обработки рельсов; ручным инструментом для выполнения отдельных операций; электростанциями мощностью по 4—8 квт (общей мощностью до 20 квт), питающими электрифицированный инструмент и осветительные установки; переносными осветительными установками для освещения фронта работ в ночное время.
Таблица1
Перечень технологического оборудования звеносборочной базы (без поточной звеносборочной линии) производительностью 1,25 км в смену
|
Наименование механизмов и инструментов |
Количество при сборке звеньев со скреплением |
Наименование механизмов и инструментов |
Количество при сборке звеньев со скреплением |
||||
|
костыльным |
марки К |
шурупным |
костыльным |
марки К |
шурупным |
||
|
Краны К-162(К104) Элетростанции АБ-8-Т/230 Элетростанция АБ-4-Т/230 Комплекты кабельной линии Переносные светильники Электродрели Костылезабивщики ЭКВК Шурупно-гаечные ключи Рельсорезные станки РМ (пороховые рельсоломы) Рельсосверлильные станки (пороховые дыропробойники) |
4 1 1 2 12 4 4 - 4 2 |
4 2 - 2 12 6 - 10 4 2 |
4 2 - 2 12 4 - 6 4 2 |
Электрическая цепная пила Ломы лапчатые Рабочие шаблоны Универсальный шаблон Шпальные клещи Костыльные молотки Угольники Рельсовые стропы Звеньевые стропы Тросовые стропы для шпал |
1 8 2 1 4 3 2 4 4 4 |
1 4 2 1 4 3 2 4 4 4 |
1 4 2 1 4 3 2 4 4 4 |
Технологический процесс сборки звеньев, осуществляемой операционно-поточным методом, состоит из последовательного выполнения на каждом из стендов секции рабочих операций по раскладке материалов, сверлению и антисептированию отверстий в шпалах, пришивке рельсов к шпалам, уборке готовых звеньев в штабели. Каждая рабочая операция выполняется специализированной командой, переходящей с одного стенда на другой и тем самым готовящей фронт работ для последующей команды.
Продолжительность выполнения операции командой на
одном звене определяется из отношения ![]() ,
где Т— продолжительность смены в мин, а
,
где Т— продолжительность смены в мин, а
n
— количество собираемых за смену звеньев (в примере продолжительность операции,
выполняемой на звене любой из команд, равна ![]() =
12 мин). Этому же времени соответствует продолжительность сборки одного звена.
Каждая из команд, как правило, должна находиться на отдельном звене. Тогда
количество одновременно находящихся в работе стендов будет равно числу команд.
=
12 мин). Этому же времени соответствует продолжительность сборки одного звена.
Каждая из команд, как правило, должна находиться на отдельном звене. Тогда
количество одновременно находящихся в работе стендов будет равно числу команд.
Практикой установлено, что в потоке желательно иметь не более 10 команд. Из этого расчета и принято количество сборочных стендов в секциях звеносборочных баз. В примере (табл. 2) 14 команд, но четыре из них работ непосредственно по сборке звеньев не ведут. Они заняты обслуживанием механизмов, погрузочно-разгрузочными и другими подобными работами.
Технологический процесс сборки звеньев всякий раз разрабатывается с учетом конкретных условий (конструкция путевой решетки, наличие средств механизации, установленный темп сборки звеньев и т. д.).
В пределах каждого стенда звенья собираются по высоте в четыре яруса.
Подразделение, закончив сборку звеньев на одной секции, переходит на следующую, а на первой секции звенья укладываются в штабели или грузятся на транспортные средства, разгружаются и укладываются в штабели поступившие укладочные материалы. К моменту окончания сборки звеньев на второй секции первая будет освобождена от ранее собранных звеньев и готова для развертывания повторной сборки.
Сборка звеньев, их погрузка на транспортные средства и отправка на укладку ведутся в соответствии с позвенной ведомостью, составляемой на каждый километр, в которой указывается нумерация и очередность укладки звеньев с рельсами нормальной длины и с укороченными рельсами в кривых участках пути, с нормальной шириной колеи и с необходимым уширением.
Звенья с укороченными рельсами для кривых участков пути собираются на отдельных, обычно крайних стендах и укладываются в отдельные штабели.
В качестве примера в табл. 2 приведен технологический процесс сборки звеньев на базе производительностью 1,25 км в смену.
Вопрос 3. Укладка и балластировка пути
Путь в пределах обхода может укладываться «с головы» и на широком фронте. Способ укладки пути выбирается в зависимости от объема путеукладочных работ, срока их выполнения, т. е. требуемого темпа укладки, наличия средств механизации и местных условий, определяющих возможные способы подвоза материалов и готовых звеньев.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.