







Содержание.
14.Список использованной литературы.
1. Основные задачи .
При организации любого производственного процесса возникает задача установки пределов характеристик изделия, в рамках которых произведенная продукция удовлетворяет своему предназначению. Вообще говоря, существует два "врага" качества продукции: (1) отклонения от плановых спецификаций и (2) слишком большой разброс реальных характеристик изделий (относительно плановых спецификаций). На ранних стадиях отладки производственного процесса для оптимизации этих двух показателей качества часто используются методы планирования эксперимента . Методы, содержащиеся в модуле "Контроль качества", предназначены для построения процедур контроля качества продукции в процессе ее производства, т.е. текущего контроля качества.
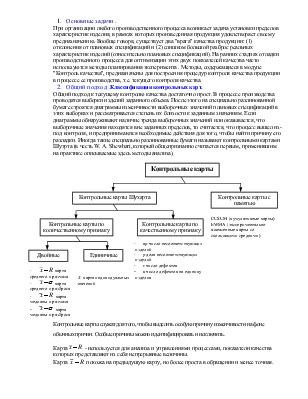
2. Общий подход ,Классификация контрольных карт.
Общий подход к текущему контролю качества достаточно прост. В процессе
производства проводятся выборки изделий заданного объема. После этого на
специально разлинованной бумаге строятся диаграммы изменчивости выборочных значений
плановых спецификаций в этих выборках и рассматривается степень их близости к
заданным значениям. Если диаграммы обнаруживают наличие тренда выборочных
значений или оказывается, что выборочные значения находятся вне заданных
пределов, то считается, что процесс вышел из-под контроля, и предпринимаются
необходимые действия для того, чтобы найти причину его разладки. Иногда такие
специально разлинованные бумаги называют контрольными картами Шуэрта (в честь
W. A. Shewhart, который общепризнанно считается первым, применившим на практике
описываемые здесь методы анализа).
Карта![]() - используется для
анализа и управлениями процессами, показатели качества которых представляют из
себя непрерывные величины.
- используется для
анализа и управлениями процессами, показатели качества которых представляют из
себя непрерывные величины.
Карта ![]() похожа
на предыдущую карту, но более проста в обращении и менее точная.
похожа
на предыдущую карту, но более проста в обращении и менее точная.
Карта ![]() более
точная, но немного сложней в расчетах.
более
точная, но немного сложней в расчетах.
Карта ![]() используется
в случае если данные поступают через большие интервалы времени. Поэтому данные
наносятся на график отдельными точками по мере поступления.
используется
в случае если данные поступают через большие интервалы времени. Поэтому данные
наносятся на график отдельными точками по мере поступления.
Карта np применяется для выборок постоянного объема.
Карта p используется для выборок меняющихся по объему.
Карта c используется, когда определено количество дефектов в одном изделии, при выборках одинакового объема.
Карта u используется когда сравниваются изделия с разными параметрами.
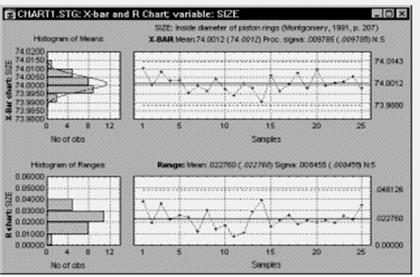 |
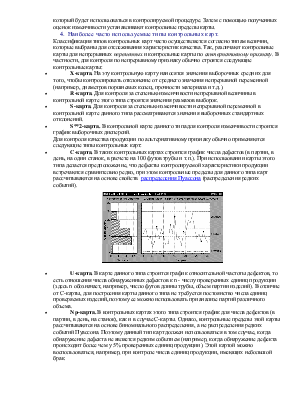
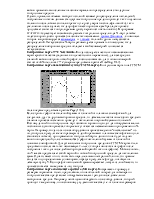
В обеих контрольных картах по горизонтальной оси откладываются номера соответствующих выборок; по вертикальной оси в случае X -карты отложены выборочные средние исследуемых характеристик, а в случае R-карты - размахи соответствующих выборок. Пусть, например, производятся контрольные измерения диаметра поршневых колец, изготавливаемых на вашем предприятии. Тогда центральная линия на X -карте будет соответствовать размеру, используемому в качестве стандарта (например, установленному диаметру кольца в миллиметрах), в то время как центральная линия R-карты будет соответствовать приемлемому (т.е. находящемуся в пределах плановой спецификации) размаху диаметра поршневого кольца в выборках; таким образом, последняя контрольная карта представляет собой карту изменчивости процесса (чем больше изменчивость, тем больше диапазон отклонения от стандарта). Кроме центральной линии, на карте обычно присутствуют две дополнительные горизонтальные прямые, обозначающие верхний и нижний контрольные пределы (ВКП и НКП соответственно). Принципы определения этих линий обсуждаются ниже. Обычно нанесенные на карты отдельные точки соответствуют выборочным значениям и соединяются прямыми линиями. Если результирующая кривая на графике выходит за верхний или нижний контрольный предел или ее конфигурация выражает определенную тенденцию поведения для следующих друг за другом выборок , то это рассматривается как указание на существование проблем с качеством.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.