Регрессионные контрольные карты. Иногда может понадобиться обнаружить взаимосвязь между двумя различными параметрами производственного процесса. Например, руководство почтовой организации может захотеть узнать, сколько человеко-часов тратится на обработку некоторого объема корреспонденции. Эти две анализируемые переменные должны быть приблизительно линейно связаны друг с другом. Тогда эту взаимосвязь можно описать с помощью широко известного коэффициента корреляции Пирсона r. статистки На регрессионной контрольной карте строится линия регрессии, которая выражает линейную взаимосвязь между двумя рассматриваемыми переменными. На карту также наносятся точки данных для всех наблюдений. Вокруг линии регрессии строится доверительный интервал, в который должна попадать определенная доля выборки (например, 95%). Присутствие выбросов на этом графике будет свидетельствовать о том, что для некоторых выборок не соблюдается общая тенденция взаимосвязи, которая характерна для рассматриваемых переменных.
Применения. Для регрессионных контрольных карт существует множество областей применения. Так, например, профессиональные аудиторы могут с помощью карт данного типа обнаружить, у каких розничных торговцев число наличных трансакций превышает ожидаемое для данного уровня общего объема продаж или выделить те бакалейные магазины, в которых для существующего уровня продаж число погашенных купонов, дающих покупателю право на премию из ассортимента магазина при накоплении определенного числа купонов, превышает ожидаемое. В обоих случаях выбросы на регрессионных контрольных картах (т.е. слишком большое число наличных платежей, слишком большой объем погашенных купонов) могут привлечь к себе внимание и служить основанием для более тщательной проверки.
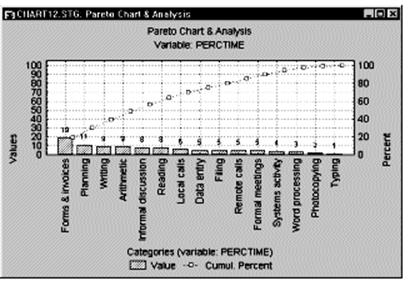 |
Они представляют собой гистограммы, на которых показано распределение потерь от ухудшения качества (например, в долларах) по некоторым категориям. Обычно категории - причины потери качества - приводятся в нисходящем порядке значимости (по частоте возникновения, стоимости в долларах и т.д.). Очень часто карта Парето помогает определить, на что направить усилия по улучшению качества продукта.
13. Порядок составления контрольных карт ![]() .
.
Этап 1. Сбор данных (обычно около 100 данных изделий). Разделяют выборку на 20-25 подгрупп объемом 4-5 единиц. Если нет необходимости делить данные на подгруппы предварительно, то их делят в порядке поступления.
Этап 2. Вычисление средних значений.

Результат подсчитывается с одним лишним десятичным знаком по сравнению с исходными данными. n - количество данных в подгруппе (n=5)
Этап 3. Вычисление общего среднего.

k - количество подгрупп (k=20). Результат подсчитывается с двумя лишними десятичными знаками по сравнению с исходными данными.
Этап 4. Вычисляется размах R в каждой подгруппе.
![]()
Этап 5. Средний размах.

Результат подсчитывается с двумя лишними десятичными знаками по сравнению с исходными данными.
Этап 6. Контрольные линии:
1) для карты средних:
A2 рассчитывается исходя из предположения нормального закона распределения (берется из таблиц).
2) для карты размахов
Для n<7 LCL не рассматривается, так как в этом случае D3=0
Таблица коэффициентов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.