Отклонения расположения поверхностей – это отклонения реального расположения от номинального заданного линейными или угловыми координатами
Базой является элемент детали, по отношению к которому задается допуск расположения. Базой могут являться плоские поверхности детали, оси цилиндрических или конических поверхностей вращающихся к плоскости симметрии.
Отклонения расположения поверхности определяются в пределах нормированного участка, длина которого указывается в условном обозначении допуска, она вписывается в отдельное поле рамки после числового значения допуска и определяется наклонной прямой.
Основные виды отклонения расположения поверхности:
1. Отклонение от параллельности имеет разновидности:
а) Отклонение от параллельной плоскости.
б) Отклонение от оси и плоскости.
в) Отклонение от осей в пространстве.
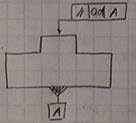
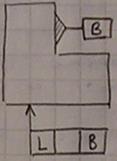
2. Отклонение от перпендикулярности – отклонение от прямого угла. Выражается в линейных величинах треугольника на длине нормально участка
3. Отклонение от соосности
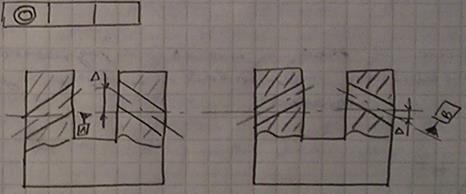
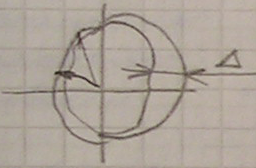
Радиальное биение – это одно из суммарных отклонений формы и расположения поверхности.
Радиальное биение – это разность наибольших и наименьших расстояний точек реального профиля поверхности до базовой оси в сечении перпендикулярному базовой оси.
Радиальное биение определяется не только расположением оси нормированной поверхности, но и отклонением ее формы.
Торцевое биение – это наибольшая разность треугольника точек реальной торцевой поверхности до плоскости перпендикулярной к базовой.
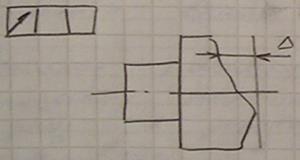
Торцевое биение является результатом совместного проявления отклонения от точек реальной торцевой поверхности до плоскости перпендикулярной к базовой оси, а так же отклонением от перпендикулярности этой поверхности к базовой оси.
Нормирование предельного отклонения.
Формы и расположение поверхности.
Если отклонение формы и расположения поверхности особо не оговорены в требованиях чертежа или не указаны на чертеже, то поле доступа отклонения формы и расположения поверхности лежит в пределах поля допуска размера, т.е. Тф<Тр или регламентирована в нормативных документах на допуске.
Предельные допуски отклонения формы и расположения поверхности назначаются в тех случаях, когда они должны быть меньше допуска размера и когда они существенно влияют на точность детали, характер соединения и функциональность изделия в целом.
ГОСТом устанавливаются рекомендуемые соотношения между допуском размера и допусками формы расположения поверхности в тех случаях, если допуск формы расположения поверхности является частью допуска размера для отдельных отраслей промышленности устанавливающих определенные уровни относительно геометрической точности, которые и устанавливают отношения допуска формы к допуску размера.
Тф/Тр
Уровни:
А – нормальный относительно геометрической точности, Тф/Тр*100%≈60%.
В – повышенный относительно геометрической точности, Тф/Тр*100%≈40%.
С – высокий относительно геометрической точности, Тф/Тр*100%≈25%.
Допуски в технически обоснованных случаях принимать Тф/Тр*100%<25%.
Для большинства допусков формы и расположения поверхности ГОСТом устанавливается 16 степеней точности. Степень точности выбирается в зависимости от уровня относительно геометрической точности и квалитета допуска размера.
Степень точности можно назначать в зависимости от метода обработки поверхности и характера посадки в соединении. Рекомендации в справочной литературе.
34. Резьбы и резьбовые соединения.
35. Измерение. Основные понятия и определения. Математич. модель измерения.
«Закон о единстве измерения» вводит понятие и определение для однозначного толкования и основное из них –это единство измерения.
Единство измерения-это сост. Измер , при котором их результаты выражены в узаконенных ед.величин и погрешн. измер., кот.не выходит за установл. границы с заданной вероятностью.
Наиболее полное определение измерения было предложено В.М.Маликовым.
Измерение-познавательный процесс ,заключающийся в сравнении путем физического эксперимента данной величины , с известной,принятой за единицу сравнения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.