1.1Выбор типа производства
1.2Анализ технических требований
1.3 Анализ свойств материала детали
1.4 Анализ технологичности
2 ВЫБОР ВАРИАНТА И ОПРЕДЕЛЕНИЕ
СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
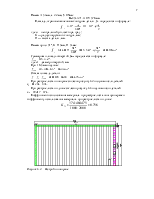
3.1 Определение формы и размеров заготовки
3.2 Раскрой материала
5 РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ШТАМПА
5.1 Расчет исполнительных размеров рабочих деталей штампов
5.2 Определение центра давления штампа
5.3 Выбор материалов для изготовления деталей штампа
6 ВЫБОР ПРЕССА
7 ПРОВЕРОЧНЫЕ РАСЧЕТЫ
7.1 Расчет на прочность пуансонов
7.2 Расчет на прочность матриц
8 ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ШТАМПОВОЧНОЙ ОПЕРАЦИИ
9 ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ШТАМПА
10 ВЫБОР СМАЗКИ
ПРИЛОЖЕНИЯ
В работе рассмотрен процесс пробивки отверстий в штучной заготовке из листового материала, осуществлён расчёт усилия и работы пробивки, определены исполнительные размеры матрицы и пуансона. В работе произведено обоснование основных деталей штампа при помощи выбора наиболее рациональной технологической схемы штампа.
В работе предложены типовые средства механизации, которые можно применить при изготовлении данной детали.
Целью работы является изучение основных методов холодной листовой штамповки, определение основных конструктивных и технологических параметров штампа и пресса, учёт основных особенностей различных видов штамповки.
1.1 Выбор типа производства
Тип производства ориентировочно определяется исходя из годовой программы и размеров детали (исходные данные проекта) по существующим рекомендациям[10]: характер производства – серийное ,особо мелкие детали (до 90 мм) , число деталей свыше 10 до 100 тыс. шт/год.
В серийном производстве холодная штамповка характеризуется использованием как универсальных, дешёвых, так и специальных с применением новых технологических методов (штамповки резиной, гидравлической штамповки, штамповки взрывом, штампов совмещённого и последовательного действия).
1.2 Анализ технических требований.
Деталь «сектор» характеризуется точностью наружного контура по 13-му квалитету. В детали выполнено два отверстия также по 13-му квалитету. Точность углового размера также при пересчёте на линейные размеры и межосевых расстояний также соответствуют 13-му квалитету. Шероховатость поверхностей по Ra=6.3мкм. качество и точность поверхностей соответствуют экономически целесообразным [3 С.314-320; 5 С.44-46].
Для данной детали характерен комплект основных конструкторских баз: установочная (ПхВхВy), двойная опорная (ПxПy(ВxВy)), опорная ((ПxПy)(ВxВy)[Bz]).
Толщина детали s=1.5мм по нормальной степени точности холоднокатаного проката Ст3сп.
1.3 Анализ свойств материала детали
Материал детали должен удовлетворять требованиям ГОСТ380-94 (таблица 1.1).
К механическим свойствам материала относят временное сопротивление при растяжении и сжатии σв, предел текучести σт , твердость HB, относительное удлинение δ и т.д.
К физическим свойствам относят плотность ρ, модуль Юнга E, температуру плавления и кристаллизации T, теплоемкость C, электрическое сопротивление ά и пр.
Химические свойства материала, прежде всего, определяются его химическим составом, а также коррозионной стойкостью.
Технологические свойства материала включают в себя обрабатываемость резанием и давлением, свариваемость, упрочняемость и т.д.
К механическим характеристикам относится и, так называемая, условная технологическая величина – сопротивление срезу σср.
1.4 Анализ технологичности
Деталь «сектор» имеет на наружном контуре кривую поверхность в виде части окружности, а также три плоских поверхности, расположенных под углами друг к другу и сопрягаемых между собой по радиусам сопряжения меньше половины толщины материала. Одновременно в детали пробиваются два отверстия, пробивка которых приводит к необходимости изготовлять сложный пуансон из двух рабочих частей. Таким образом форма детали не является технологичной как с точки зрения малоотходного раскроя листа, вырубки детали с малыми радиусами сопряжения, так и с точки зрения пробивки отверстий в уже вырубленной детали. Деталь является технологичной с точки зрения удобной толщины материала для операций вырубки и пробивки, относительно несложной формы контура детали для вырубки, возможности использования стандартных рабочих частей пуансона при пробивке круглых отверстий.
Таблица 1.1―Свойства материала детали «сектор»
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.