|
Материал детали |
Ст3сп ГОСТ 380-94 Сталь углеродистая обыкновенного качества |
Листы горячекатаные ГОСТ16523-70 |
|
|||||||
|
свойства |
химические |
углерода |
марганца |
кремния |
||||||
|
0.14-0.22 |
0.4-0.65 |
0.15-0.3 |
||||||||
|
Хрома, никеля и меди |
азота |
серы |
||||||||
|
0.3 каждого |
0.01 |
0.05 |
||||||||
|
фосфора |
мышьяка |
Коррозионная стойкость |
||||||||
|
0.04 |
0.08 |
малая |
||||||||
|
физические |
|
Е,МПа |
Т,˚С |
|
|
|||||
|
7.86 |
210000 |
1500 |
1535 |
9.065 |
||||||
|
Технологические |
Обрабатываемость резанием и давлением |
Свариваемость |
упрочняемость |
|||||||
|
хорошая |
хорошая |
малая |
||||||||
|
Механические |
σв , МПа |
σср. , МПа |
σт , МПа |
HB |
δ,% |
|||||
|
370-480 |
330-400 |
125 |
101-143 |
20 |
||||||
2 ВЫБОР ВАРИАНТА И ОПРЕДЕЛЕНИЕ
СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.1 Разработка маршрутной и операционной технологий
На основании технического задания на проектирование и применяемого при серийном производстве оборудования составим предварительно маршрут обработки детали «сектор» и сведём его в таблицу 2.1
Возможно применение более прогрессивных методов с использованием комбинированных штампов и прессов двойного действия, а также объединение вырубки с пробивкой и правкой. Учитывая, что комбинированные штампы дороже простых штампов и требуют более дорогих прессов, чем прессы простого действия, остановимся на применении простых операций и дешёвого оборудования.
Согласно [3 С.299, С.312] установим основные показатели, определяющие выбор типа штампов: при серийности 50000шт/год возможно применение сменных пакетных штампов простого типа средней группы стоимости или специальных штампов высокой группы стоимости. Наиболее оптимальным является применение штампов простого типа.
2.2 Выбор технологической схемы штампа
Технологическая схема штампа предназначенного для пробивки двух отверстий в детали показана на рисунке 2.1 :
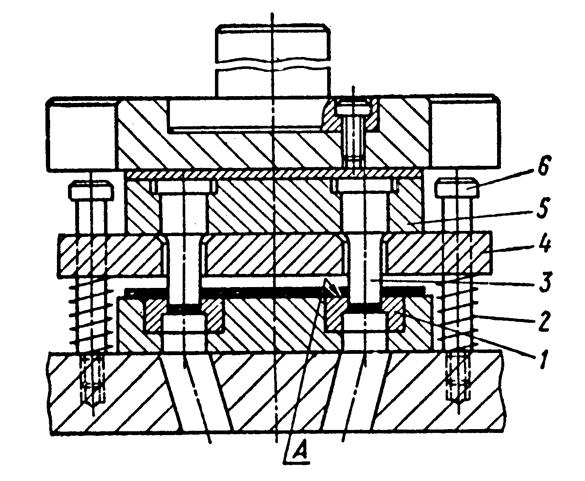
1―матрица;
2—пружина;
3―пуансон;
4—промежуточная плита;
5―пуансонодержатель;
6―винт ступенчатый.
Штамп относится к штампам простого действия, имеет две стандартных матрицы и два пуансона, которые крепятся к прессу через хвостовик. Штамп имеет схему полужесткого съема деталей с пуансона после пробивки отверстий. Отштампованные отходы проваливаются в отверстие матрицы, выталкиваются в движущуюся ленту.
Рисунок 2.1―Схема штампа для пробивки
Таблица2.1―Маршрут обработки детали сектор.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.