|
№п/п |
№операции |
Наименование и содержание операций |
оборудование |
|
1 |
000 |
Заготовительная По техпроцессу ОГМет |
|
|
2 |
005 |
Транспортная Транспортировать листы к гильотинным ножницам |
Кран мостовой Q=10т |
|
3 |
010 |
Разрезка Разрезать листы на полосы |
Ножницы НД3218Б |
|
4 |
015 |
Транспортная Транспортировать полосы к прессу |
Кран мостовой Q=10т |
|
5 |
020 |
Вырубка Вырубить деталь из полосы |
Пресс КД2126Г P=400кН |
|
6 |
025 |
Транспортная Транспортировать детали к столу для правки |
Электропогрузчик |
|
7 |
030 |
Правка Убрать забоины и заусенцы по контуру |
Стол для правки |
|
8 |
035 |
Транспортная Транспортировать детали к прессу |
Электропогрузчик |
|
9 |
040 |
Пробивка Пробить в детали отверстия |
Пресс КА2114 Р=25кН |
|
10 |
045 |
Транспортная Транспортировать детали к столу для правки |
Электропогрузчик |
|
11 |
050 |
Правка Убрать забоины и заусенцы в отверстиях |
Стол для правки |
|
12 |
055 |
Транспортная Транспортировать детали к моечной машине |
Электропогрузчик |
|
13 |
060 |
Моечная Смыть слой смазки и грязи с деталей |
Машина моечная |
|
14 |
065 |
Транспортная Транспортировать детали к столу для контроля |
Электропогрузчик |
|
15 |
070 |
Контрольная Контролировать параметры деталей |
Стол контрольный ГОСТ 2789-83 |
|
16 |
075 |
Транспортная Транспортировать детали для упаковки |
Электропогрузчик |
|
17 |
080 |
Упаковка Упаковать детали в парафинированную бумагу |
Вручную |
3.1 Определение формы и размеров заготовки
 Заготовкой для раскроя на
гильотинных ножницах служит
Заготовкой для раскроя на
гильотинных ножницах служит
Возможно два варианта: по длине или по ширине. Заготовкой для вырубки служит полоса (рисунок 3.1) Заготовкой для пробивки служит штучная заготовка, вырубленная по контуру.
3.2 Раскрой материала
Выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального.
f – площадь детали, равная разности площадей ее внешнего контура fк и суммарной площади отверстий fотв;
B, L – размеры листа (ленты).
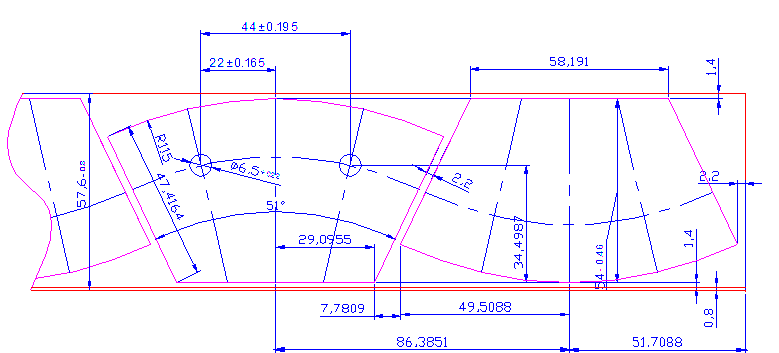
Рисунок 3.1— Схема расположения деталей на полосе
Ширину полосы рассчитывают по формуле при наличии бокового прижима полосы:
Вп=(А+2a+δ)-δ,
где А – максимальный размер детали по ширине полосы;
а – величина боковой перемычки;
δ – допуск на ширину полосы.
Имеем А=54мм, а=2.2мм, δ=0.8мм:
Вп=54+2·1.4+0.8=57.6мм
Площадь, ограничена внешним контуром детали fк определится по формуле:

где α — центральный угол сектора, град.;
R ― радиус наружного контура , мм;
H ― высота детали , мм.
Имеем при α=51º, R=115мм, H=54мм:

Суммарная площадь отверстий fотв определяется по формуле:
![]() , где d—
диаметр отверстий, мм.
, где d—
диаметр отверстий, мм.
При r=6.5мм получим:
![]()
Общая площадь детали:
![]()
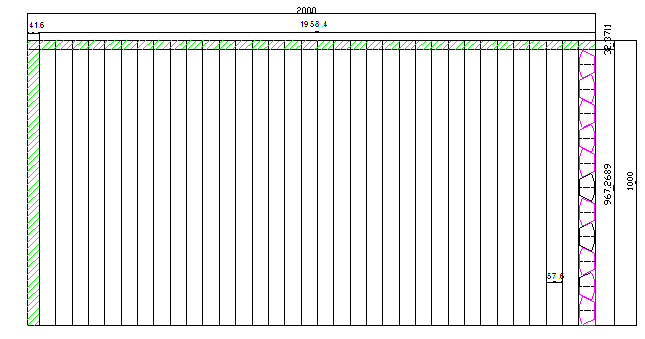
При раскрое листа по ширине
согласно рисунку 3.2 получим число деталей ![]() .
.
При раскрое листа по длине
согласно рисунку 3.3 получим число деталей ![]() .
.
Коэффициент использования материала при раскрое листа по ширине равен коэффициенту использования материала при раскрое листа по длине:
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.