Рисунок 3.2— Раскрой по ширине
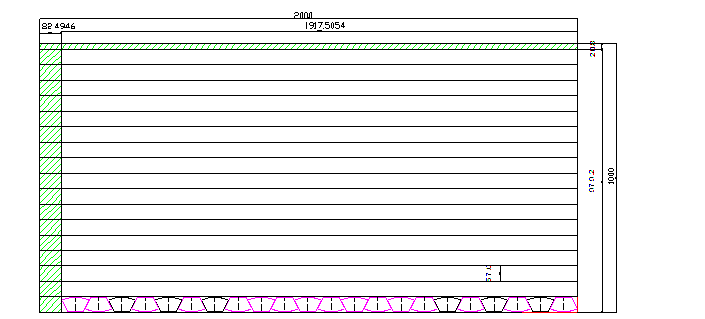
Рисунок 3.3— Раскрой по длине
 |
|
где nр – количество рядов раскроя;
t— шаг раскроя.
Коэффициент раскроя материала при раскрое листа по ширине (nр1 =34; t=86.3851мм):
 |
Коэффициент раскроя материала при раскрое листа по длине (nр2 =17):
 |
 |
где ρ – плотность материала, кг/м3 .
Норма раскроя материала при раскрое листа по ширине равна норме раскроя материала при раскрое листа по длине:
 |
 |
При этом расчётное усилие среза, учитывая ,что поправочный коэффициент k≈ 1,2 , будет равно:
![]()
При вырубке на штампах с параллельными режущими кромками усилие среза:
 |
где R, B, b—размеры наружного контура.
Согласно рисунку3.1 принимаем R=115мм, B=47.42мм, b=58.19мм. Получим усилие среза:
 |
При этом расчётное усилие среза будет равно:
![]()
. При работе на провал с жестким съемом полосы (ленты) полное усилие:
Pоп3 = P + Рпр3 , гдеPоп3 – суммарное операционное усилие;
P – деформирующие усилие;
Рпр3 – усилие проталкивания.
Усилие, необходимое для проталкивания детали через матрицу с цилиндрической шейкой, определяется по формуле
Рпр = kсн·Р·n ,
где kпр – коэффициент, устанавливающий соотношение между Рпр и Р; при вырубке на провал kпр= 0,05÷0,10; причем наибольшие значения относятся к более тонким материалам;
n=h/s – количество отходов толщиной s, находящихся в шейке матрицы высотой h.
Принимаем kпр= 0,08 и для матрицы при h=6мм получим: n=6/1.5=4.
Получим усилие проталкивания:
![]()
Усилие, необходимое для съема полосы с пуансона, определяется по формуле:
Рсн = kсн·Р , гдеkсн – коэффициент, определяемый в зависимости от типа штампа и толщины материала .
Согласно [3,c.21] принимаем kсн =0.12. Получим усилие съёма
![]()
Итого общее усилие вырубки:
![]()
При пробивке на штампах с параллельными режущими кромками усилие среза:
![]()
При этом расчётное усилие среза:
![]()
Расчет полного усилия на разделительных операциях зависит от принятой технологической схемы штампа. При работе на провал с пружинным съемником (прижимом):
Pоп = P + Рпр + Рпрж .
гдеPоп – суммарное операционное усилие;
P – деформирующие усилие;
Рпрж – усилие пружинного съемника;
Рпр – усилие проталкивания.
Усилие, необходимое для проталкивания отхода через матрицу с цилиндрической шейкой, определяется по формуле
Рпр = kсн·Р·n ,
Принимаем kпр= 0,05 и для стандартных матриц при h=6мм получим: n=6/1.5=4.
Получим усилие проталкивания:
![]()
Усилие, необходимое для съема полосы с пуансона, определяется по формуле
Рсн = kсн·Р , гдеkсн – коэффициент, определяемый в зависимости от типа штампа и толщины материала.
Согласно [3,c.21] принимаем kсн =0.12. Получим усилие съёма:
![]()
Усилие сжатия пружин съёмника согласно [3,с.23] рассчитывается по формуле:
Рпрж=0,06·Р=0,06·17144,4=1028,66
Итого общее усилие пробивки:
![]()
Для определения запаса энергии, которой должен располагать пресс, осуществляющий вырубку-пробивку, определяется работа деформации
А = λ·Роп·h , где А – работа операции, кДж;
λ – коэффициент;
Роп·- полное усилие операции, Н;
h - рабочий ход пуансона, осуществляющего вырубку- пробивку, мм; в штампах с параллельными режущими кромками h=s.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.