Слитки с большим соотношением широкой и узкой граней (слябы) можно, выплавлять не только вертикально (см. рис. 2 ), но и горизонтально, передвигая кристаллизатор во время ЭШП возвратно-поступательно на всю длину сляба.
Применяя подвижные кристаллизаторы специальной формы, на печах ЭШП можно выплавлять два и более слитков одновременно (многоручьевая печь ЭШП).
Необходимо отметить, что действующие и разрабатываемые печи ЭШП в России и за рубежом достаточно разнообразны по конструкции, технологическому назначению и достигнутым технико-экономическим показателям, имеют многочисленные электротехнические и конструктивно-технологические особенности, отражающие,гибкость процесса ЭШП и его металлургические возможности.
2.Литературный и патентный обзор по электрошлаковому переплаву
2.1 История появления и развития электрошлакового процесса
Еще в конце 30-х гг. был разработан способ автоматической сварки под флюсом. В США этим видом сварки занималась фирма «Линде».В довоенной Германии этот способ назвали Эллира-Швайссунг по началь ным буквам слов электро-линде-рапид-швайссунг, т. е. скоростная электросварка фирмы «Линде». Ни в США,ни в Германии вначале не проводились серьезные исследования физической сущности нового сварочного процесса. Однако это не помешало американцам в течение почти десятка лет утверждать, что сварка под флюсом является разновидностью сварки сопротивлением. Если при контактной сварке сопротивление электрическому току оказывает твердый металл, то при сварке под флюсом—жидкий шлак, в который погружен электрод. Иначе говоря, сварка под флюсом есть процесс бездуговой, а значит, если пользоваться современной терминологией,электрошлаковый процесс.
Известно, что наш отечественный способ автоматической сварки под флюсом был разработан в Институте электросварки АН УССР под руководством Е. О. Патона примерно в то же время, что и в США. Уже в 1940 г. этот способ получил распространение на многих заводах нашей страны, а в марте 1941 г. Е. О. Патон был удостоен Государственной премии СССР.
У советских сварщиков никогда не возникало никаких сомнений в том, что сварка под флюсом — разновидность дуговой сварки плавлением, что под слоем сыпучего флюса в своего рода газовом пузыре с оболочкой из жидкого шлака горит электрическая дуга. Еще в годы Великой Отечественной войны Б. Е. Патон и А. М. Макара, применив методы осциллографирования, убедительно и однозначно доказали, что сварка под флюсом — процесс электродуговой. Затем последовали новые исследования, в ходе которых Н. Г. Остапенко использовал оригинальный метод рентгеноскопии и рентгенокиносъемки, совмещенный с осциллографированием тока и напряжения и подтвердил наличие электрической дуги при сварке под флюсом на переменном токе.
 |
 |
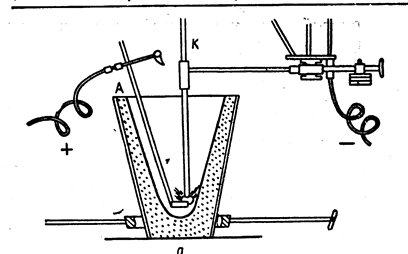
начало процесса процесс отливки
Рис.3 Электрическая отливка по способу Н.Г.Cлавянова
 Уже
после публикации исследований советских ученых
стало известно, что во время второй мировой войны в Германии были проведены
опыты по рентгенопросвечиванию зоны сварки под флюсом
и, вполне естественно, были получены совершенно аналогичные результаты: сварка
под флюсом — дуговой процесс.
Уже
после публикации исследований советских ученых
стало известно, что во время второй мировой войны в Германии были проведены
опыты по рентгенопросвечиванию зоны сварки под флюсом
и, вполне естественно, были получены совершенно аналогичные результаты: сварка
под флюсом — дуговой процесс.
В США довольн о долго не признавали того, что сварка по способу фирмы «Линде» не является чем-то совершенно неведомым. Более того, уже после войны американцы достаточно претенциозно пытались опровергнуть выводы советских ученых о наличии дуги при сварке под флюсом. Четкая и ясная отповедь этому была дана в брошюре Е. О. Патона, изданной в1951 г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.