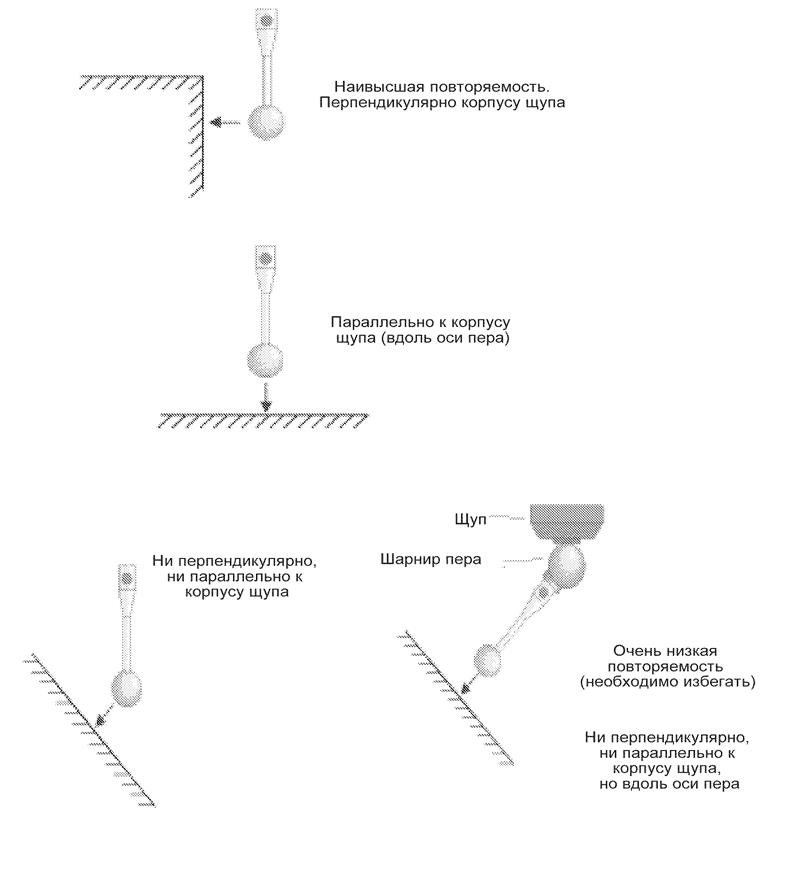
Контактный щуп разработан для достижения оптимального результата при перпендикулярных касаниях щупа по отношению к телу щупа (перпендикулярно оси стержня). Там где возможно, осуществляйте касания щупа перпендикулярно его телу. Касания щупа, выполненные параллельно его телу (вдоль оси стержня), приведут к тому, что результаты не будут столь повторяемыми, сколь при перпендикулярных касаниях. Касания щупа, выполненные ни перпендикулярно, ни параллельно телу щупа приведут к результатам менее повторяемым, чем при параллельных касаниях. Касания щупа, выполненные параллельно к оси пера, но под углом к телу щупа – не повторяемы и, по возможности, их следует избегать.
Конфигурации щупа, создающие усилия срабатывания, которые ни параллельны, ни перпендикулярны к телу щупа, следует исключить.
|
|
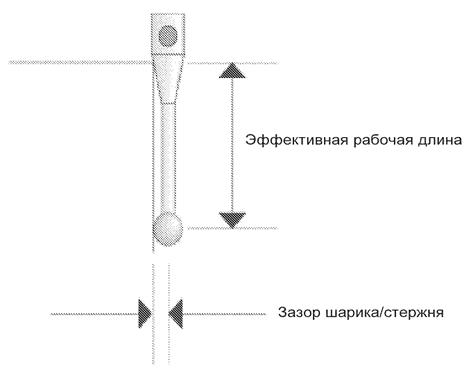
Другой возможной причиной увеличения погрешности может служить ситуация, когда щуп контактирует с деталью не наконечником, а хвостовиком стержня щупа. Измерительная система воспримет это касание как контакт с наконечником и может возникнуть серьезная ошибка. Увеличение диаметра шарика уменьшает зазор шарика/стержня и уменьшает вероятность контакта с хвостовиком стержня. Эффективной рабочей длиной является глубина, которую можно достичь стержнем до столкновения стержня с деталью. В целом, чем больше шарик, тем эффективнее рабочая длина.
Использование большего по размеру шарика пера приведет к уменьшению эффектов, возникающих в связи с качеством обработки поверхности исследуемой детали; однако, использование большего по размеру шарика ограничивается величиной отверстий, которые необходимо измерять.
К щупу следует относиться как к точному измерительному прибору. Не допускать попадания пыли и обращаться аккуратно, чтобы он сохранил свой размер и форму. Стержень изготовлен из промышленного рубина. Он очень устойчив к износу. Необходимо следить, чтобы рубиновый наконечник щупа не загрязнялся. Загрязнение в один микрон создаст погрешность измерения в один микрон.
Первым этапом подготовки к измерению является просмотр чертежа и выбор всех размеров, которые нужно проверить. Выделение всех размеров, надлежащих проверке, - лучший способ подтвердить, что все размеры действительно проверены.
Фиксирование детали – это основной аспект планирования стратегии измерения, который часто недооценивают. Неправильная фиксация может привести к деформации детали и перекрытию существенной части допуска детали. Эта проблема может усугубиться изменением температуры в момент измерения. Так как каждая деталь отличается размером и формой, не существует общих рекомендаций по соответствующей фиксации детали. Однако следует заметить, что фиксация детали очень важна и заслуживает вашего внимания.
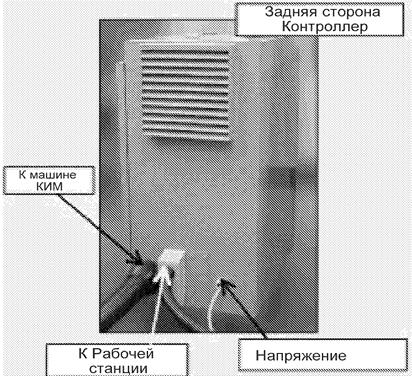
С координатно-измерительной машиной «Global» могут быть использованы два типа контроллеров: GC-2 и GС-1. Контроллер GC-2 – это автономное устройство, используемое преимущественно с большими машинами и машинами, использующими блоки температурной компенсации. Контроллер GC-1 используется в составе рабочей станции. Для нормальной работы обоим контроллерам необходимы указанные для них источники питания с соответствующей защитой.
|
|
|
а |
Контроллер распределяет питание на узлы КИМ, работающие от электричества. Связь между контроллером и рабочей станцией осуществляется через порт последовательной передачи данных (RS-232) или линию Ethernet.
Система управления GC-2 состоит из шкафа со следующими блоками:
§ Стойка, на которой монтируются: блок питания логики, платы привода и расширения.
§ Трансформатор блока питания, реле, предохранители, источник питания двигателя и дополнительные блоки.
Шкаф вентилируется вентилятором на стойке и имеет две фильтрующих сетки, одна - в передней, а другая – в задней части. Выносной пульт управления подсоединяется к контроллеру, что позволяет управлять машиной вручную. Выносной пульт управления имеет кнопки для управления системой, включая функцию запуска машины и выключатель аварийного останова.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.