Измерительная программа постоянно отслеживает направление измерения и автоматически корректирует или делает поправку на радиус щупа.
Измерительная программа также постоянно следит за расположением точки измерения в измерительном объёме. Вектор приближения или вектор, созданный от последней отслеживаемой точки до первой замеренной точки, является чрезвычайно важным для всех характеристик. Для более плоских поверхностей вектор приближения используется в расчете позитивного направления вектора характеристики. Вектор приближения должен быть перпендикулярным к поверхности характеристик настолько, насколько это возможно.
При измерении точки посредством щупа регистратор точки находится в центре щупа, а не на его поверхности. Поправка на щуп – это процесс расчетов, которые корректируют замеренную характеристику для ошибки радиуса щупа. В этих расчетах используется вектор приближения для первой точки характеристики и поэтому он чрезвычайно важен.
Вектор приближения определяет:
Ø направление поправки на радиус щупа при расчете измерений
Ø направление вектора плоской поверхности
Ø какой расчет дополнительного допустимого отклонения нужно использовать при установлении допусков истинного положения для характеристик.
Все щупы необходимо поверить до проведения точных измерений. Это необходимо по двум причинам:
Ø Для последующего расчёта диаметра наконечника
Ø Для определения расположения центра наконечника щупа в измерительном объёме. Очень важно получить соответственно скомпенсированные данные, когда позиционная обратная связь фильтруется через карту ошибок.
До поверки щупа:
Ø Проверьте, чтобы в программе был выбран соответствующий тип щупа
Ø Убедитесь, что диаметр стержня щупа соответствует вашей машине
Ø Проверьте эталонные отклонения для Вашего щупа
Ø Убедитесь, что поверка или диаметр эталонной сферы соответствуют программной конфигурации
После поверки щупа:
Убедитесь, что отклонение формы или стандартное отклонение наконечника щупа равно или меньше 0,015 мм. Если отклонение формы превышает 0,015 мм, выполните следующее:
Ø протрите стержень щупа спиртом
Ø протрите эталонную сферу
Ø убедитесь, что стержень щупа полностью закручен
Проверьте, чтобы эталонный шарик был прочно закреплен на гранитной плите.
Точки измерения регистрируются, когда стержень щупа достаточно отклоняется для срабатывания механических контактов или для генерации необходимого усилия, воздействующего на схему, чувствительную к давлению. При этом генерируется сигнал для контроллера, который фиксирует состояние счетчиков и регистрирует «точку». При измерениях вручную оператор должен быть внимательным, чтобы принять измерительные точки на скорости, которая не повредит систему щупа.
Расположение контактов обусловливает небольшие погрешности при измерении. Их можно уменьшить при поверке щупа. Однако, чем длиннее наконечник щупа, тем выше погрешность избыточного перемещения и тем выше остаточная погрешность после поверки щупа. Кроме того, длинные щупы менее «жесткие», чем короткие. Чем больше изгибается или отклоняется стержень щупа, тем ниже точность. Поэтому следует избегать контактных измерений с очень длинным стержнем щупа или длинными комбинациями удлинителей.
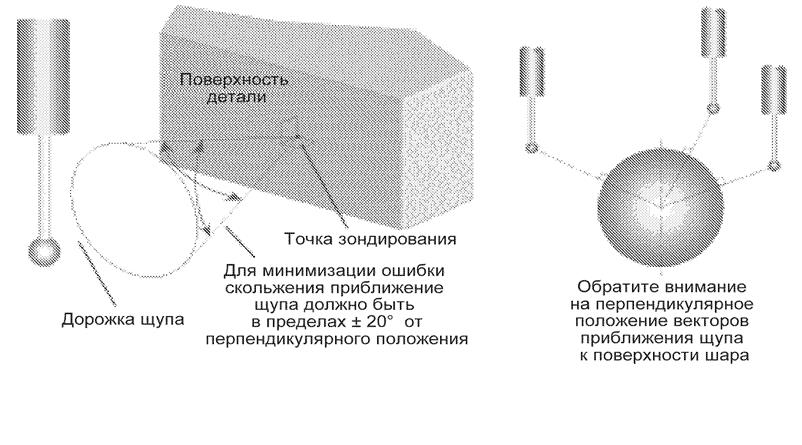
Касания щупа (которые называют «точками») по отношению к поверхности детали должны настолько перпендикулярны, насколько это возможно. Если касание не перпендикулярно поверхности детали, может иметь место скольжение. Скольжение (наконечник щупа скользит по детали и нормального механического контакта щупа нет) приводит к непостоянным и неповторяемым результатам. При касаниях щупа в пределах ±20° от перпендикулярного положения погрешности, вызываемые скольжением, не превышают один микрон.
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.