Позиция смены инструмента определена относительно нуля станка в виде координат ХПС, YПС, ZПС, которые являются станочными параметрами и постоянно хранятся в памяти УЧПУ. Координата YПС равна расстоянию от оси захвата автооператора до нуля станка (35...40 мм). Координаты ХПС и ZПС рекомендуется принимать вблизи нуля станка, например ХПС = ZПС=-5 мм*.
В режиме ручного управления выход в базовые точки станка выполняют по командам с пульта управления. В автоматическом режиме эти действия программируют с помощью подготовительных функций G28 и G29:
G28 – выход в позицию смены инструмента;
G29 – выход в нуль станка.
Перемещение в базовые точки по командам G28 и G29 отрабатывается на быстром ходу в абсолютной системе, т.е. автоматически устанавливаются режимы G00 и G90. Перед программированием функций G28 и G29 нужно отменить коррекцию на инструмент.
Для правильной отработки УП необходимо согласовать координатные системы программы и станка путем программирования смещений DХ, DY, DZ нуля программы относительно нуля станка**. Эти смещения задают двумя способами:
§ установкой смещений, заранее записанных в память УЧПУ, с, помощью функций G71 - G75;
§ непосредственным программированием смещений командой G92 (пла-вающий нуль).
Отмену всех смещений, т.е. возврат в систему станка, программируют командой G70.
* Если принять XПС=ZПС=0, то при автоматическом выходе в позицию смены перемещения по этим осям не будет.
** В общем случае необходимо рассматривать также смещения DB и DC. Однако, на практике эти значения принимают равными нулю.
Функции G71 - G75 применяют для установки системы координат в начале УП, после поворота стола (при многосторонней обработке), а также при обработке нескольких заготовок в многоместном приспособлении. Каждойиз этих функций соответствует определенный набор смещений нуля программы:
G71 - DX1, DY1, DZ1;
G72 - DX2, DY2, DZ2;
…
G75 - DX5, DY5, DZ5.
Значения этих смещений предварительно заносят в память УЧПУ при наладке станка в виде станочных параметров.
Действие функций G71 - G78 зависит от способа задания координат. В режиме G90 смещения DX, DY, DZ отсчитываются от нуля станка. В режиме G91 новая система устанавливается относительно предыдущего нуля УП.
На рис. 7.1. показана траектория инструмента (точки 1-2), которая будет получена при отработке кадров:
G90 G71
X30 Y20
G72
X20 Y60.
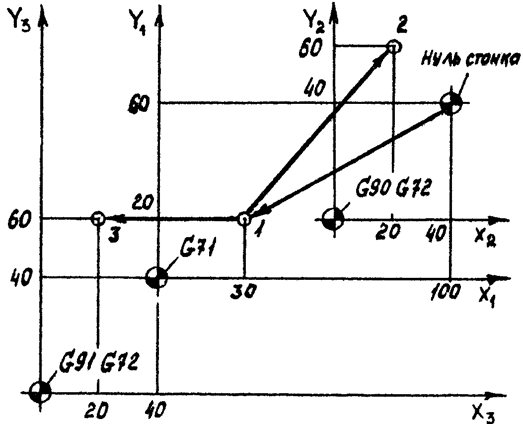
Рис. 7.1. Пример установки системы координат
В приведенном примере приняты следующие смещения:
G71 - DX1=-100 мм, DY1=-60 мм;
G72 - DX2=-40 мм, DY2=-40 мм.
Если функцию G72 запрограммировать в режиме G91, то траектория будет иной (точки 1-3):
G90 G71
X30 Y20
G91 G72
G90 X20 Y60.
Функции G71 – G75 являются модальными и действуют до взаимной отмены или до команды G70.
Команду G92 (плавающий нуль) применяют для установки местной системы координат при обработке группы однотипных поверхностей. Эта функция также весьма эффективна в сочетании с подпрограммами. Однако необходимо предупредить, что использование функции G92 требует от программиста внимательного контроля за тем, где находится нуль УП в тот или иной момент времени.
Смещения DX, DY, DZ нуля программы задают в одном кадре с функцией G92 по соответствующим адресам, например:
G92 X-200 Y-100 Z-50.
Здесь запрограммированы смещения DX=-200 мм, DY=-100 мм и DZ=-50 мм.
Действие команды G92 зависит от способа задания координат G90/G91, аналогично функциям G71 - G75. В условиях предыдущего примера (см. рис. 7.1) заменим функцию G72 на G92. Если команду G92 задать в режиме G90, то будет отработано перемещение из точки 1 в точку2:
G90 G71
X30 Y20
G92 X-40 Y-40
X20 Y60.
Для перемещения из точки 1 в точку 3 функцию G92 нужно запрограммировать в приращениях:
…
G91 G92 X-40 Y-40
G90 X20 Y60.
8. ОСЕПАРАЛЛЕЛЬНАЯ КОРРЕКЦИЯ
Осепараллельную коррекцию применяют для учета поправок на длину инструмента по оси Z, а такае для коррекции на радиус при фрезеровании поверхностей, параллельных осям Х, Y.
Осепараллельную коррекцию программируют с помощью функций G43 и G44. Команды G43/G44 задают непосредственно перед перемещением по соответ-ствующим осям с указанием по адресу двухразрядного номера корректора (от D01 до D99).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.