Общая последовательность отработки циклов выглядит следующим образом (рис. 11.1):
§ позиционирование в центр отверстия по осям Х, Y (G00);
§ позиционирование по оси Z на безопасный уровень А (G00);
§ движение на рабочей подаче до уровня дна отверстия Z (G01);
§ возврат на безопасный уровень А (G00 или G01);
§ позиционирование на уровень отвода B (G00).
Расстояние lБ от начала отверстия до безопасного уровня А выбирают с учетом состояния поверхности заготовки:
§ для обработанной поверхности lБ=1…3 мм;
§ для необработанной поверхности lБ=5…10 мм.
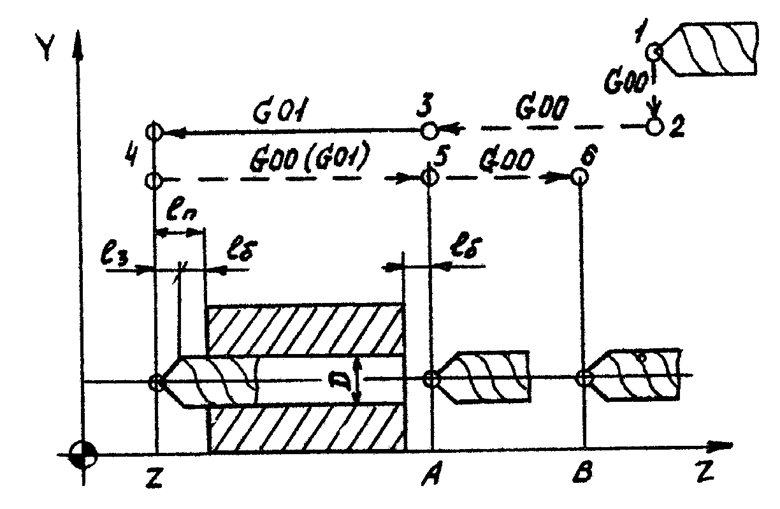 |
Рис. 11.1. Последовательность отработки постоянных циклов G81 – G89
Величину перебега lП для сквозных отверстий выбирают с учетом длины lЗ заборной части инструмента и состояния поверхности выхода:
§ для обработанной поверхности lП=lЗ+(1…3 мм);
§ для необработанной поверхности lП=lЗ+(5…10 мм).
Для сверл с углом при вершине 2j=120° lЗ=0,3D.
Конкретное содержание цикла (наличие паузы и останова шпинделя, характер отвода и др.) определяется его номером (рис. 11.2).
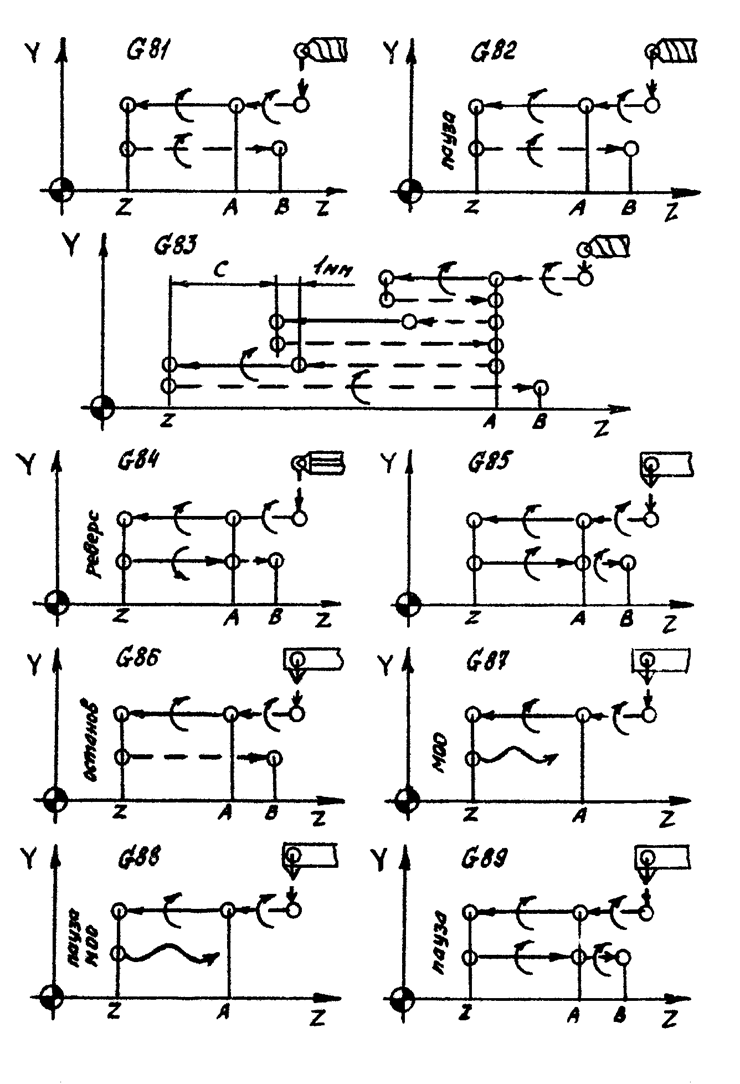
Рис. 11.2. Схемы постоянных циклов G81 – G89
1. G81 – сверление. При достижении дна отверстия сверло на быстром ходу отводится на уровень В без изменения вращения шпинделя. Цикл применяется для сквозных отверстий.
2. G82 – сверление с паузой. Цикл отличается от предыдущего наличием паузы при достижении дна отверстия. Применяется для глухих отверстий.
3. G83 – глубокое сверление. После каждого рабочего хода (на величину С) сверло выводится на безопасный уровень А на быстром ходу. Затем сверло возвращается в начало следующего хода, не доходя до конца предыдущего хода 1 мм. Величину рабочего хода принимают С=(2,5...3)D.
4. G84 – нарезание резьбы метчиком. На дне отверстия производится реверс шпинделя, и метчик на рабочей подаче выводится из отверстия. Величину подачи определяют с учетом шага резьбы: F=p×S, где p – шаг резьбы; S – частота вращения шпинделя.
5. G85 – расточка. Отвод инструмента на безопасный уровень А выполняется на рабочей подаче с вращающимся шпинделем. Цикл применяют для сквозных отверстий.
6. G86 – расточка с остановом. Инструмент отводится на безопасный уровень А на быстром ходу с остановленным шпинделем. Время отработки меньше, чем в цикле G85, однако на поверхности отверстия после вывода резца остается риска. Цикл применяется для черновой и получистовой расточки.
7. G87 – тонкая расточка. На дне отверстия предусмотрен программируемый останов М00. Оператор в ручном режиме отводит резец от поверхности в плоскости XY, а затем выводит его из отверстия по оси Z.
8. G88 – тонкая расточка с паузой. Цикл отличается от предыдущего паузой перед командой М00. Применяется для глухих отверстий.
9. G89 – расточка с паузой. Цикл аналогичен схеме G85, но на дне отверстия отрабатывается пауза. Применяется для глухих отверстий.
В качестве примера приведем кадр вызова цикла сверления G81:
G81 X30 Y30 Z-8 A42 B50 F100 S330.
Здесь заданы следующие значения параметров цикла: координаты центра Х=30 мм, Y=30мм; уровень дна Z=-8 мм; безопасный уровень А=42 мм; уровень отвода В=50 мм; подача F=100 мм/мин; частота вращения S=330 об/мин.
В кадре вызова запрещается программировать другие G-функции. Заданные в предыдущих кадрах G-функции автоматически запоминаются. Координаты центра Х, Y допускается программировать до вызова цикла (в любом режиме G90/G91). Кроме того, разрешается задавать вне цикла подачу F и частоту вращения, например:
G00 X30 Y30 F100
G81 Z-8 A42 B50 S330.
В режимах G81 - G89 запрограммированный цикл автоматически вызывается после каждого перемещения в плоскости XY, например:
G81 X30 Y30 Z-6 A42 B50 F100 S330
G91 X40.
Здесь после обработки первого отверстия с координатами Х=30 мм и Y=30 мм сверло перемещается по оси Х на 40 мм в центр второго отверстия, где цикл автоматически повторяется.
Параметры цикла Z, А, B, С, U, F, S являются модальными и действуют до тех пор, пока не будут запрограммированы новые значения. В качестве примера приведем текст УП для обработки заготовки, показанной на рис. 11.3:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.