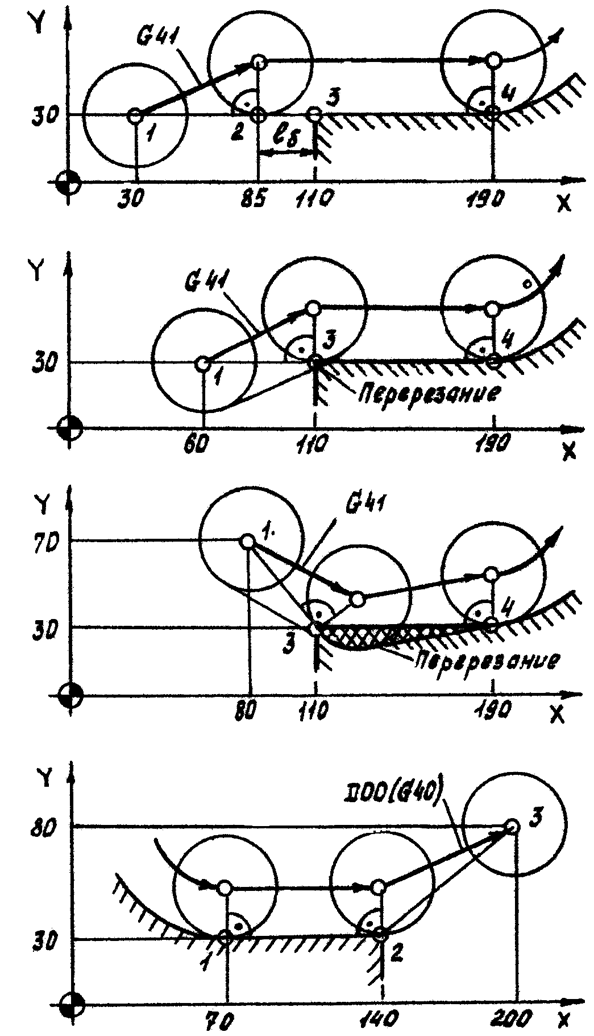
Если нет особых указаний, то векторы коррекции строятся только в конечных точках кадра по нормали к запрограммированному перемещению. Поэтому исходная точка 1 должна лежать на продолжении начального участка контура 3-4. Кроме того, начальная точка эквидистанты 2 должна находиться на безопасном расстоянии lБ (примерно равном радиусу фрезы RИ) от начала контура (точка 3). Если эти условия не выполнены, то происходит перерезание контура (рис. 9.1,б, в).
Отмену коррекции программируют командой D00, которую задают после координат точки выхода с эквидистанты, например (рис. 9.1, г):
X200 Y80 D00.
Точка выхода должна находиться от последнего участка контура с той же стороны, что и эквидистанта. Для отмены коррекции на радиус можно пользоваться функцией G40. Однако при этом будет отменена и коррекцияна длину инструмента.
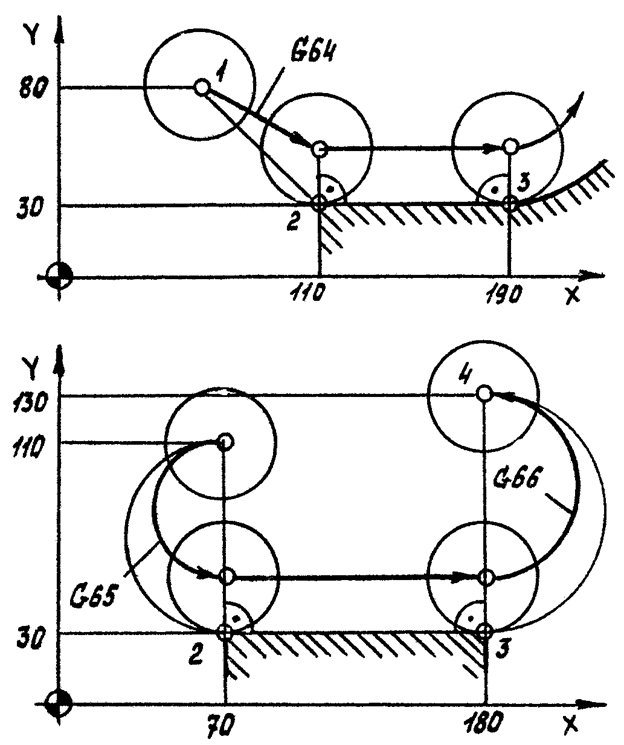
Для упрощения выходана эквидистанту предусмотрена одноразовая команда G64. В этом случае вектор коррекции в начальной точке эквидистанты строится перпендикулярно направлению следующего кадра. Чтобы не было перерезания, исходная точка должна располагаться с той же стороны от контура, что и эквидистанта, например (рис. 9.2, а):
G90 G17 G64 G01 X110 Y30 G51 D01.
 а б
а б
в г
Рис. 9.1. Примеры включения и отмены режима эквидистанты:
а – правильный подвод; б, в – неправильный подвод;
г – отвод с эквидистанты
 |
а б
Рис. 9.2. Специальные функции для включения и отмены режима эквидистанты:
а – подвод по нормали к контуру (G64);
б – подвод и отвод по дуге (G65, G66)
С помощью одноразовых команд G65 и G66 программируют подвод и отвод инструмента по дуге окружности 180°. Для применения этих команд необходимо, чтобы исходная и конечная точки лежали на нормали к обрабатываемому контуру, например (рис. 9.2,б):
G90 G17 G65 X70 Y30 G41 D01 F60
G01 X180
G66 X180 Y130.
Этот способ подвода-отвода фрезы является наиболее универсальным и пригоден для обработки контуров любого типа.
Каждая опорная точка траектории является одновременно конечной точкой текущего кадра и начальной точкой следующего. Для гладкосопряженных участков контура конечный и начальный вектора коррекции совпадают (рис. 9.3, а). В тех точках, где происходит излом траектории, эти векторы различны по направлению. Однако при отсутствии специальных команд вычисляется только один конечный вектор, что в итоге приводит к перерезанию контура (рис. 9.3, б).
Для обхода углов предусмотрены специальные функции G36, G37 и G38. Эти функции являются модальными и взаимно отменяют друг друга. Режим обхода углов аннулируют командой G30.
Функция G36 задает обход угла по дуге окружности о центром в вершине угла (рис. 9.3, в). В этом случае автоматически вставляется один кадр с G02 или G03. Недостатком являетсярезкоеуменьшение сил резания, поскольку контурная скорость на вершине угла равна нулю.
Более технологичным считается обход угла но методу катетов, который программируют командой G37 (рис. 9.3, г). Здесь автоматически вставляются три кадра. Первый и третий кадры лежат на продолжениях эквидистанты с длиной перемещения, равной вектору коррекции.
Функции G36 и G37 применяют только для наружных углов. Обработку внутренних углов следует программировать по методу пересечения эквидистант с помощью команды G38 (рис. 9.3, д). Этот способ пригоден и для наружных углов (рис. 9.3, е). Однако при обходе острых углов точка пересечения значительно удалена от вершины угла, что приводит к большой длине холостого хода. При малых значениях угла точка пересечения может оказатьсяза пределами рабочей зоны.
Обработку гладкосопряженных участков контура программируют в режиме G30.Кроме, того, этот режим должен действовать в кадре, предшествующем выходу с эквидистанты. В противном случае перед выходом с эквидистанты будет выполнен обход внутреннего угла, что приведет к перерезанию контура.
В режиме обхода углов кроме координат конечной точки кадра необходимо знать направление последующего движения. Это направление определяется координатами конечной точки следующего кадра, который хранится в буферной памяти. Поскольку буферная память рассчитана на один кадр, то в режимах G36, G37 и G38 запрещается программировать кадра без перемещения в плоскости коррекции. Это замечание касается также команд входа на эквидистанту G64 и G65.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.