§ подвод на эквидистанту в начало хода по оси Y;
§ нарезание резьбы;
§ отвод с эквидистанты в центр отверстия;
§ позиционирование в начало хода по оси Z.
Эти кадры повторяются несколько раз с различными значениями координаты начальной точки по оси Y. С каждым ходом резец углубляется в металл до тех пор, пока не будет достигнуто значение наружного диаметра резьбы DН=52 мм. Для удобства программирования в первом кадре задана местная система координат с началом в центре отверстия.
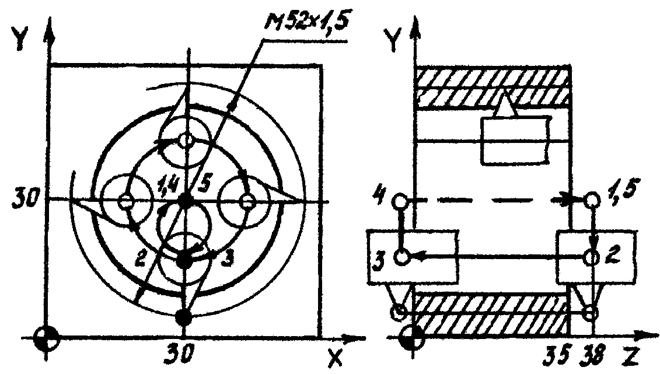 |
Рис. 10.3. Пример нарезания резьбы с 4-координатной интерполяцией
Таким образом, 4-координатная интерполяция позволяет избежать ручной регулировки вылета резца перед каждым ходом. При этом цикл обработки можно оформить в виде подпрограммы с формальными параметрами, задаваяих значения в основной УП.
Следует отметить, что в режиме 4-координатной интерполяции "традиционный" способ программирования режима резания приобретает другой смысл. Величина рабочей подачи определяется здесь параметром К с размерностью мм/об. Число, указанное по адресу F, мм/мин, характеризует скорость резания V, м/мин:
V=F×RК/(1000×DR), где DR=/RК-RИ/ - абсолютная разность между радиусами контура RК и инструмента RИ (рис. 10.4). Частота вращения шпинделя n=F/(2pDR).
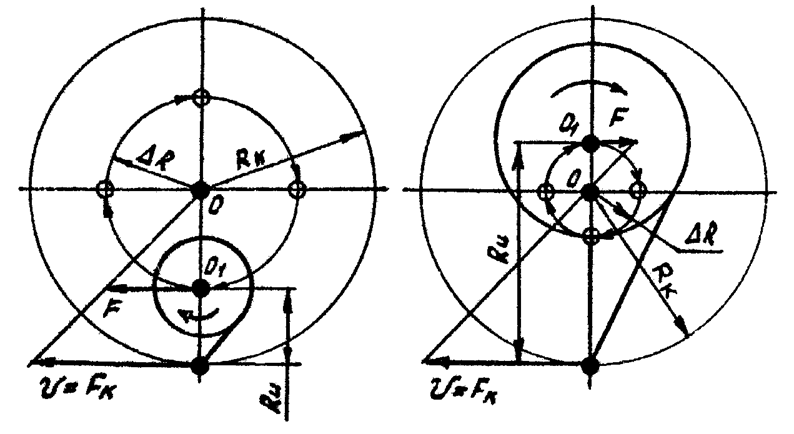 |
Рис. 10.4. Соотношение скорости резания и подачи при
4-координатной интерполяции
Для нарезания резьбы применяют также функцию G33. По этой команде устанавливается режим одновременной интерполяции по осям Z и С. Функция G33 является модальной и относится к группе команд G00.
Перед резьбонарезанием инструмент позиционируют в центр отверстия, а в кадре с функцией G33 программируют следующие параметры: Z - координата конечной точки резьбы; К - шаг резьбы; С – направление вращения шпинделя (С=1 для правой резьбы, С=-1 для левой резьбы), например:
G91 G33 Z-39 K1.5 C1 F60.
Здесь запрограммирована обработка правой резьбы с длиной 39 мм и шагом 1,5 мм.
С помощью функции G33 можно нарезать резьбу за несколько ходов. Однако после каждого хода необходимо программировать команду М00 для ручной регулировки вылета резца.
Более эффективно использовать функцию G33 в сочетании с 4-коорданатной интерполяцией. Черновые ходы выполняются в режиме G12/G13, а последний (чистовой) ход - в режиме G33. При этом инструмент настраивают на наружный диаметр резьбы. Для беспрепятственного вывода резца из отверстия после каждого хода инструмент позиционируют в точку, отстоящую от центра на расстояние DY=H+(2…3 мм), где Н - высота профиля резьбы.
Например, обработку резьбы (см. рис. 10.3) можно запрограммировать с чистовым ходом в режиме G33:
![]() …
…
G65 Y-25.5 G42 D61 F60
G12 X0 Y-25.5 I0 J0 Z-39 K1.5 C1 Первый ход
G66 Y3
G00 Z0
![]() …
…
Y0
G33 Z-39 K1.5 C1
G00 Y3 Чистовой ход
Z0
В режиме G33 автоматически поддерживается такая частота вращения шпинделя, которая обеспечивает требуемый шаг резьбы К: n=F/K. Величина параметра K равна рабочей подаче с размерностью мм/об.
Следует отметить, что 4-координатная интерполяция может применяться и для нарезания наружных резьб. В этом случае после каждого хода вершину резца отводят по оси Y за пределы наружного диаметра резьбы.
11. ПОСТОЯННЫЕ ЦИКЛЫ ОБРАБОТКИ ОТВЕРСТИЙ
Типовые схемы обработки отверстий реализованы в виде постоянных (стандартных) циклов. Эти циклы вызывают с помощью подготовительных функций G81 - G89. Функции G81 - G89 являются модальными и взаимно отменяют друг друга. Режим постоянного цикла аннулируют командой G80.
Кроме команд G81 - G89 в кадре вызова программируют параметры цикла:
XY – координаты центра отверстия;
Z – уровень дна отверстия;
A – безопасный уровень;
B – уровень отвода;
С – величина одного хода (для цикла G83);
U - длительность паузы в десятых долях секунды (для циклов G82, G88, G89);
F – подача;
S – частота вращения шпинделя.
Параметры Х, Y, Z, А, B задают в абсолютной системе координат. Параметр С программируют со знаком "+".
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.