1. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА
В современном производстве все более широкое распространение находят многооперационные станки (МС). К этому виду оборудования относится, в частности, станок 2202ВМФ4 с УЧПУ 2С42.
Общий вид станка и система его координат показаны на рис.1.1.
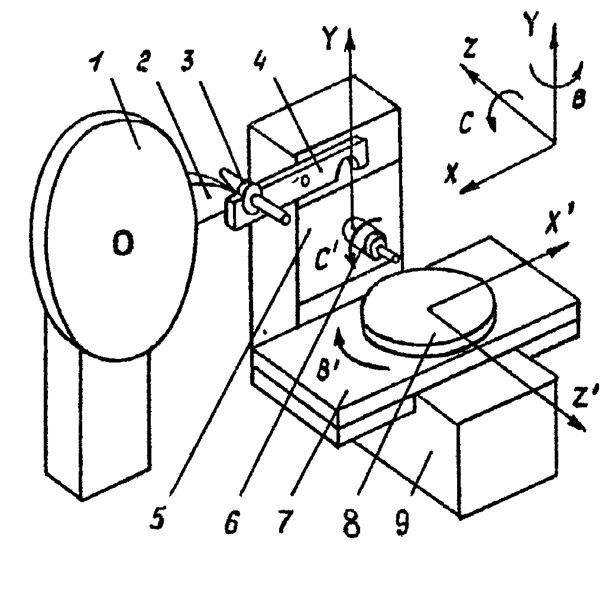 |
Рис. 1.1. Общий вид станка 2202ВМФ4
На основании 9 смонтированы: крестовый стол 7 с поворотным столом 8; шпиндельная бабка 5 со шпинделем 6; автооператор 4. Станок оснащен инструментальным магазином 1 с перегружателем 2 и позицией ожидания 3.
Станок 2202ВМФ4, предназначен для комплексной обработки корпусных заготовок. В его конструкции нашли отражение основные особенности МС фрезерно-сверлильно-расточной группы: горизонтальная компоновка, поворотный стол, автоматическая смена инструмента и др. УЧПУ 2С42 обеспечивает большинство функций, необходимых для современного станка подобного класса: многокоординатную обработку, коррекцию на инструмент, постоянные циклы, подпрограммы и т.д. Технические характеристики станка приведены в табл.1.1.
|
Параметры |
Значение |
|
Мощность привода главного движения, кВт Мощность привода подач, кВт Частота вращения шпинделя, об/мин Максимальная частота вращения шпинделя в следящем режиме, об/мин Рабочие подачи по осям X, Y, Z, мм/мин Скорость быстрого хода по осям X, Y, Z, мм/мин Расстояние от оси шпинделя до зеркала стола (min/max), мм Расстояние от торца шпинделя до оси поворотного стола (min/max), мм Диапазон перемещений: по осям X, Y, Z, мм по оси B, град по оси C, об Точность позиционирования: по осям X, Y, Z, мкм по осям B, C, с Наибольшая масса заготовки, кг Наибольший диаметр обрабатываемого отверстия, мм: при сверлении при растачивании Число инструментов Конус хвостовика инструмента Наибольший диаметр инструмента, мм: при установке в соседние гнезда при установке с пропуском соседних гнезд Наибольшая масса инструмента, кг: при длине 100 мм при длине 200 мм Длительность цикла смены инструмента, с |
6,3 2,8 40-3150 500 1-4000 10000 90/410 90/410 320 1440 4000 12 ±5 150 40 100 30 № 40 63 125 10 6 5 |
2. СТРУКТУРА ПРОГРАММЫ И ПОСТРОЕНИЕ КАДРОВ
Кодирование информации в УЧПУ 2С42 выполняют в соответствии с требованиями международного стандарта ISO – 7 bit. При этом используют адресный метод программирования, где каждой функции станка или УЧПУ присвоен буквенный символ, называемый адресом. После адреса записывают число или цифровой код, которые конкретизируют содержание команды. Совокупность адреса и числовой информации называют словом. Ниже приводится перечень адресов, применяемых для программирования обработки на станке 2202ВМФ с УЧПУ 2С42:
Х , Y, Z – перемещения по осям Х, Y, Z соответственно;
В, С – поворот вокруг осей В, С соответственно;
I, J, K – координаты центра дуги окружности по осям Х, Y, Z соответственно;
G – подготовительная функция;
F – рабочая подача;
M – вспомогательная функция;
S – скорость главного движения;
Т – номер инструмента;
N - номер кадра;
D – номер корректора на инструмент;
Е – номер корректора на рабочую подачу или скорость главного движения;
L – номер подпрограммы;
Р – номер параметра в подпрограмме;
H – число повторов подпрограммы или фрагмента программы;
Q – номер кадров программы для повтора;
А, B, С – параметры постоянных циклов обработки отверстий.
Кроме адресов при составлении программы используют специальные знаки:
% – начало программы;
LF (ПС) – конец кадра (перевод строки);
: – главный кадр;
/ – пропуск кадра;
(, ) – скобки (левая и правая);
. – десятичная точка;
± – плюс и минус.
Управляющая программа (УП) состоит из кадров. Под кадром понимают совокупность команд, вводимых и отрабатываемых как единое целое. При этом команды кадра не должны противоречить друг другу. Переход к очередному кадру производится только после отработки всех команд предыдущего кадра.
Кадры УП нумеруют в порядке возрастания. Номер кадра записывают по адресу N в пределах от N1 до N9999. Ведущие нули можно опускать. Максимальная длина кадра составляет: при вводе с перфоленты – 100 символов; при вводе с пульта УЧПУ – 64 символа (две строки на экране). Для того чтобы при редактировании УП была возможность вставлять новые кадры, рекомендуется нумероватьих через 5 или 10 кадров, например N10, N20 и т.д.
Для главных кадров вместо адреса N используют символ ":", например :50. Главный кадр характеризует исходное состояние УЧПУ (особенно в части G- и М- функций) перед началом отработки фрагмента УП. Рекомендуется применять главный кадр после смены инструмента, выделяя обработку каждым инструментом в отдельную часть УП. При этом в главных кадрах записывают всю нужную информацию для работы очередным инструментом, даже если часть этой информации была уже задана. Такой способ позволяет оператору легко возобновить отработку с произвольного инструмента без предварительного просмотра УП в поисках команд, необходимых для продолжения работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.