|
N15 … ПС … N45 Q15 ПС |
N35 Q60 ПС … N60 … ПС. |
При этом кадр перехода может находиться как до кадра вызова, так и после него.
Для условного перехода перед номером кадра перехода программируют некоторый параметр. Если значение этого параметра положительно, то выполняется переход к заданному кадру. В противном случае отрабатывается следующий кадр ПП, например:
N15 … ПС
N45 P30 Q15 ПС
N50 … ПС.
Здесь задан условный переход по значению параметра Р30. Если Р30 > 0, то происходит переход к кадру N15. Если условие не выполнено (Р30 £ 0), то отрабатывается следующий кадр N50.
Для циклического повторения участка ПП по адресу Q программируют номера начального и конечного кадров цикла, разделяя их знаком "-". Число повторений задают по адресу Н (от Н1 до Н9), например:
N20 … ПС
…
N65 … ПС
…
N90 Q20 – 65 H3 ПС
N95 … ПС.
Здесь в кадре N90 запрограммировано циклическое повторение участка ПП с N20 да N65 включительно. Цикл выполняется 3 раза, после чего управление передается на кадр N95, стоящий после кадра вызова.
Рассмотрим пример составления ПП для сверления группы отверстий по схеме "решетка" (рис. 12.2). Для программирования используются следующие параметры:
Р1 – шаг отверстий по оси Х;
Р2 – шаг отверстий по оси Y;
Р3 – число столбцов;
Р4 – число строк;
Р5 – число необработанных отверстий в строке;
Р6 – число необработанных отрок;
Р7 – вспомогательный параметр.
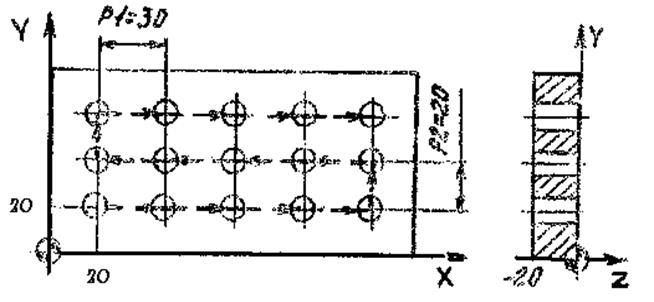 |
Рис. 12.2. Пример обработки с использованием подпрограммы
Значения параметров Р1 - Р4 передаются в ПП L7 из основной УП в кадре вызова. Перед кадром вызова в основной УП программируют один из циклов сверления, где по адресам Х и Y задают координаты центра первого отверстия, например:
N30 G81 X20 Y20 Z-30 A2 B10 F120 S800 ПС
N35 L7 P1(30) P2(20) P3(5) P4(3) ПС.
Текст подпрограммы L7 выглядит следующим образом:
L7 ПС
N1 P6(P4) ПС
N2 P5(P3-P1) ПС
N3 G91 G00 X(P1) ПС
N4 P7(P5-P1) ПС
N5 P5(P7) ПС
N6 P5(P3) ПС
N7 P7(P6-1) ПС
N8 P6(P7) ПС
N9 P6 Q11 ПС
N10 Q15 ПС
N11 P7(-P1) ПС
N12 P1(P7) ПС
N13 Y(P2) ПС
N14 Q2 ПС
N15 G80 ПС
N16 M20 ПС.
Подпрограмма будет завершена на уровне отвода сверла B=10 мм в центре последнего отверстия с координатами X=140 мм и Y=60 мм.
Необходимо отметить, что все операции с формальными параметрами, а также команды повторения и переходов можно применять не только в ПП, но и в основной УП. При этом значения параметров могут быть заранее записаны в память УЧПУ при наладке станка.
1. Гжиров Р.И., Серебренницкий П.П. Программирование обработки на станках с ЧПУ: Справочник. – Л.:Машиностроение, 1991.
2. Каштальян И.А., Клевзович В.И. Обработка на станках с числовым программным управлением. – Мн.:Высшая школа, 1989.
3. Уралов В.И., Юзефпольский Я.А. Технологическая подготовка многооперационных станков. – М.: Машиностроение, 1985.
ОГЛАВЛЕНИЕ
|
1. Технические характеристики станка……………………………………….. |
3 |
|
2. Структура программы и построения кадров………………….…………… |
5 |
|
3. Подготовительные и вспомогательные функции…………………………. |
8 |
|
4. Программирование перемещений………………………………………….. |
11 |
|
5. Программирование рабочей подачи и скорости главного движения……. |
16 |
|
6. Программирование смены инструмента…………………………………… |
21 |
|
7. Выход в базовые точки и установка системы координат………………… |
23 |
|
8. Осепараллельная коррекция………………………………………………... |
27 |
|
9. Автоматический расчет эквидистанты…………………………………….. |
29 |
|
10. Спиральная интерполяция и резьбонарезание…………………………… |
37 |
|
11. Постоянные циклы обработки отверстий………………………………… |
44 |
|
12. Подпрограммы……………………………………………………………... |
50 |
|
Литература……………………………………………………………………… |
56 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.