

































1. СИСТЕМА УПРАВЛЕНИЯ СТАНКА И ЕГО НАЛАДКА
1.1. Технические характеристики станка
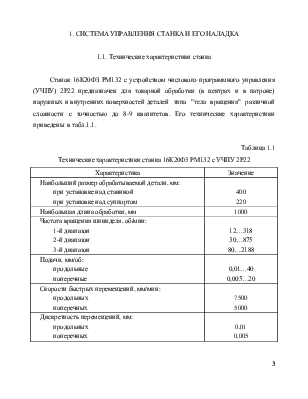
Станок 16К20ФЗ РМ132 с устройством числового программного управления (УЧПУ) 2Р22 предназначен для токарной обработки (в центрах и в патроне) наружных и внутренних поверхностей деталей типа "тела вращения" различной сложности с точностью до 8-9 квалитетов. Его технические характеристики приведены в табл.1.1.
Таблица 1.1
|
Характеристика |
Значение |
|
Наибольший размер обрабатываемой детали, мм: при установке над станиной при установке над суппортом |
400 220 |
|
Наибольшая длина обработки, мм |
1000 |
|
Частота вращения шпинделя, об/мин: 1-й диапазон 2-й диапазон 3-й диапазон |
12…318 30…875 80…2188 |
|
Подачи, мм/об: продольные поперечные |
0,01…40 0,005…20 |
|
Скорости быстрых перемещений, мм/мин: продольных поперечных |
7500 5000 |
|
Дискретность перемещений, мм: продольных поперечных |
0,01 0,005 |
Окончание таблицы 1.1
|
Характеристика |
Значение |
|
Число позиций револьверной головки |
6 |
|
Мощность главного электродвигателя, квт |
11 |
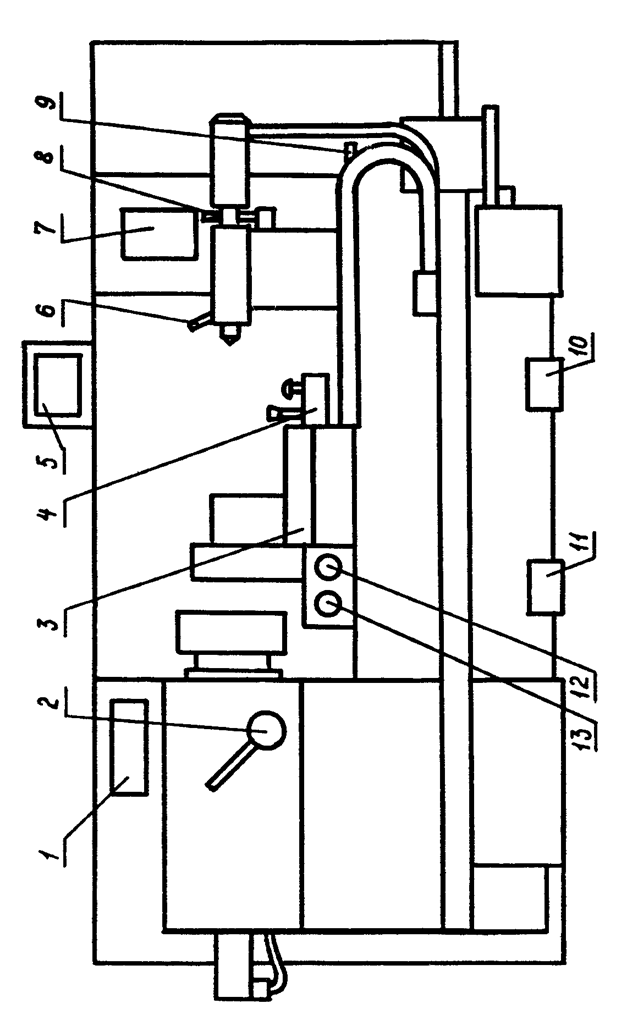
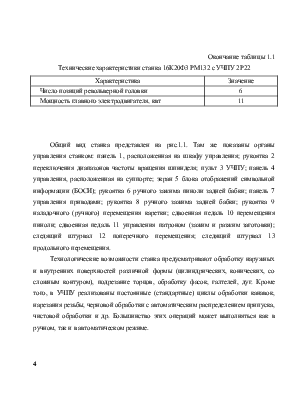
Общий вид станка представлен на рис.1.1. Там же показаны органы управления станком: панель 1, расположенная на шкафу управления; рукоятка 2 переключения диапазонов частоты вращения шпинделя; пульт 3 УЧПУ; панель 4 управления, расположенная на суппорте; экран 5 блока отображений символьной информации (БОСИ); рукоятка 6 ручного зажима пиноли задней бабки; панель 7 управления приводами; рукоятка 8 ручного зажима задней бабки; рукоятка 9 наладочного (ручного) перемещения каретки; сдвоенная педаль 10 перемещения пиноли; сдвоенная педаль 11 управления патроном (зажим и разжим заготовки); следящий штурвал 12 поперечного перемещения; следящий штурвал 13 продольного перемещения.
Технологические возможности станка предусматривают обработку наружных и внутренних поверхностей различной формы (цилиндрических, конических, со сложным контуром), подрезание торцов, обработку фасок, галтелей, дуг. Кроме того, в УЧПУ реализованы постоянные (стандартные) циклы обработки канавок, нарезания резьбы, черновой обработки с автоматическим распределением припуска, чистовой обработки и др. Большинство этих операций может выполняться как в ручном, так и в автоматическом режиме.
|
|
Рис. 1.1. Органы управления станком 16К20Ф3 РМ132 |
1.2. Режимы работы станка
Для станка 16К20Ф3 РМ132 с УЧПУ 2Р22 установлено пять основных режимов работы:
§ “Ввод”;
§ “Вывод управляющей программы”;
§ “Ручное управление”;
§ “Автомат”;
§ “Тест”.
В режиме "Ввод" выполняются следующие операции:
§ ввод управляющей программы с пульта УЧПУ и ее редактирование;
§ ввод плавающего нуля;
§ ввод исходного положения;
§ ввод вылетов инструментов;
§ ввод управляющей программы с магнитной ленты или перфоленты.
В режиме "Вывод управляющей программы" осуществляется запись отредактированной программы на магнитную ленту или перфоленту.
В режиме "Ручное управление" предусмотрены следующие операции:
§ отработка перемещений с помощью следящих штурвалов и мнеморукоятки, расположенной на панели управления суппорта;
§ набор кадра программы и его отработка;
§ привязка системы отсчета к станку (выход в фиксированную точку);
§ полуавтоматический ввод исходного положения.
В режиме "Автомат" выполняется обработка заготовки по программе с возможностью покадровой отработки.
В режиме "Тест" осуществляется проверка работоспособности УЧПУ по тестам, заложенным в программном обеспеченииили записанным на внешнем носителе.
Порядок выполнения перечисленных операций указан в [I].
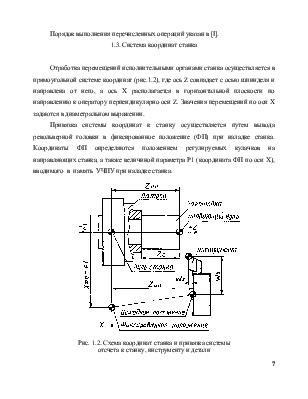
Отработка перемещений исполнительными органами станка осуществляется в прямоугольной системе координат (рис.1.2), где ось Z совпадает с осью шпинделя и направлена от него, а ось X располагается в горизонтальной плоскости по направлению к оператору перпендикулярно оси Z. Значения перемещений по оси X задаются в диаметральном выражении.
Привязка системы координат к станку осуществляется путем вывода револьверной головки в фиксированное положение (ФП) при наладке станка. Координаты ФП определяются положением регулируемых кулачков на направляющих станка, а также величиной параметра Р1 (координата ФП по оси Х), вводимого в память УЧПУ при наладке станка.
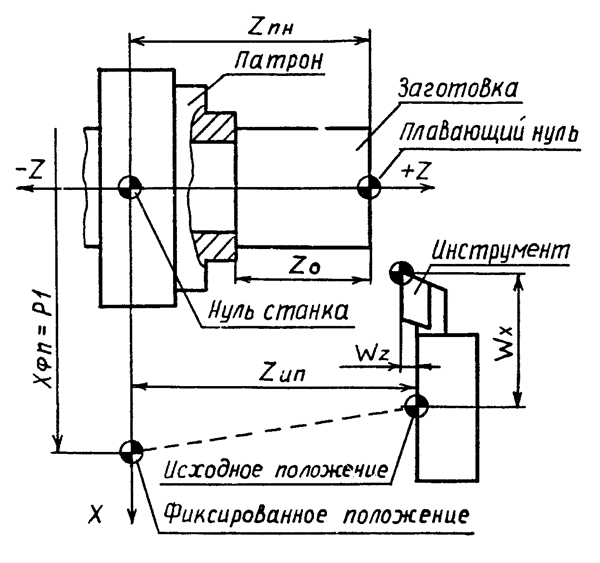
Рис. 1.2. Схема координат станка и привязка системы
отсчета к станку, инструменту и детали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.