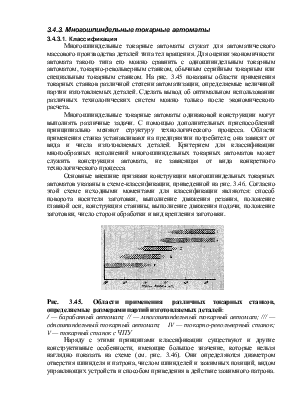
Многошпиндельные токарные автоматы служат для автоматического массового производства деталей типа тел вращения. Для оценки экономичности автомата такого типа его можно сравнить с одношпиндельным токарным автоматом, токарно-револьверным станком, обычным серийным токарным или специальным токарным станком. На рис. 3.45 показаны области применения токарных станков различной степени автоматизации, определяемые величиной партии изготовляемых деталей. Сделать вывод об оптимальном использовании различных технологических систем можно только после экономического расчета.
Многошпиндельные токарные автоматы одинаковой конструкции могут выполнять различные задачи. С помощью дополнительных приспособлений принципиально меняют структуру технологического процесса. Области применения станка устанавливают на предприятии потребителе; она зависит от вида и числа изготовляемых деталей. Критерием для классификации многообразных исполнений многошпиндельных токарных автоматов может служить конструкция автомата, не зависящая от вида конкретного технологического процесса.
Основные внешние признаки конструкции многошпиндельных токарных автоматов указаны в схеме-классификации, приведенной на рис. 3.46. Согласно этой схеме исходными моментами для классификации являются: способ поворота носителя заготовки, выполнение движения резания, положение главной оси, конструкция станины, выполнение движения подачи, положение заготовки, число сторон обработки и вид крепления заготовки.
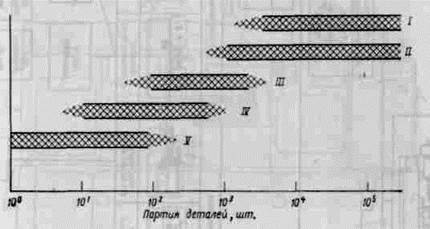
Рис. 3.45. Области применения различных токарных станков, определяемые размерами партий изготовляемых деталей:
/ — барабанный автомат; // — многошпиндельный токарный автомат; /// — одношпиндельный токарный автомат; IV — токарно-револьверный станок; V— токарный станок с ЧПУ
Наряду с этими принципами классификации существуют и другие конструктивные особенности, имеющие большое значение, которые нельзя наглядно показать на схеме (см. рис. 3.46). Они определяются диаметром отверстия шпинделя и патрона, числом шпинделей и зажимных позиций, видом управляющих устройств и способом приведения в действие зажимного патрона.

Рис. 3.46. Классификация многошпиндельных токарных автоматов по конструктивным признакам
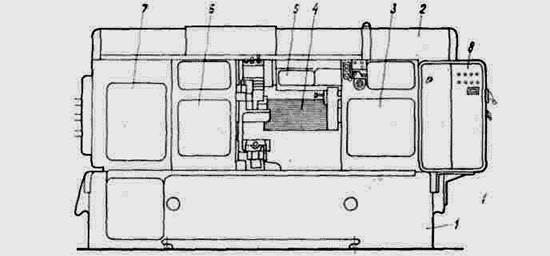
Рис. 3.47. Станина многшпиндельного токарного автомата: 1-нижняя часть станины (постель); 2-место расположение двигателя; 3-стойка привода; 4-блок продольных салазок; 5-поперечная балка; 6-шпиндельная стойка; 7-стойка механизма поворота (включения) барабана; 8-электрошкаф.
Современные многошпиндельные токарные автоматы появились в результате более чем 70-летнего развития. В своих современных конструктивных формах они объединяют обширный практический опыт и новейшие достижения научных исследований. Благодаря прогрессу в технологии обработки без снятия стружки в массовом производстве все больше стали обрабатываться предварительно обработанные (черновые) заготовки. Для повышения технологичности обработки заготовок различных форм наряду с первоначально господствовавшими прутковыми автоматами стали выпускать патронные автоматы. Различие форм заготовок повлекло за собой разделение автоматов на две группы, отличающиеся элементами конструкции, которые взаимодействуют с заготовками. (Основные конструктивные элементы идентичны.)
Конструкция станины рассматриваемых здесь многошпиндельных токарных автоматов показана на рис. 3.47. С правой стороны основания установлена стойка привода с электрошкафом и двигателем, а с левой — стойки поворотного механизма шпиндельного барабана и шпинделей.
На станке предусмотрен комплект базирования для нижнего бокового суппорта. Стойки привода и шпинделя жестко связаны с траверсой. Кроме повышения жесткости станины траверса служит для установки верхнего бокового суппорта и дополнительной направляющей для установки блока продольного суппорта, который жестко закреплен в радиальном направлении. Станина имеет много ребер жесткости. Проем в станине выполнен с учетом большого количества стружки. В нижней части станины собирается СОЖ; масло, необходимое для циркуляционного смазывания, Собирается в специальном резервуаре, в нижней части станины.
В стоике привода находятся двигатель и главная передача, механизм подач для установки частоты вращения вала управления, а также в случае необходимости приводной механизм для инструментальных приспособлений с собственным приводом. Двигатель смонтирован спереди в верхней части стойки. В основании стойки размещены насосы для свежего смазочного масла, циркуляционного смазочного материала и СОЖ.
В шпиндельной стойке расположены шпиндельный барабан с шпинделями изделий и элементы управления для передвижения боковых суппортов.
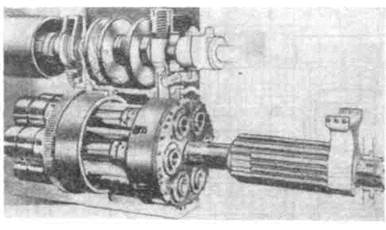
Рис. 3.48. Шпиндельный барабан с элементами переключения и фиксации
Специальное приспособление осуществляет фиксацию барабана после произведенного поворота (рис. 3.48). Шпиндельный барабан представляет собой главное центральное звено конструкции многошпиндельных токарных автоматов. От точности изготовления и позиционирования барабана зависит качество изделия.
На стойке механизма поворота шпиндельного барабана укреплены мальтийский механизм для поворота барабана, а также другие конструктивные элементы, необходимые для закрепления заготовки и подачи прутка.
Носителем информации автоматического цикла всех процессов на станке является вал управления со своими носителями информации. Он находится в верхней части автомата и проходит через все три стойки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.