На рис. 3.49 приведены кинематическая схема многошпиндельного токарного автомата и силовой поток для приведения в действие отдельных конструктивных элементов. Через узкий клиновой ремень вращающий момент передается от двигателя на приводной шкив автомата, жестко связанный с пустотелым валом. С помощью этого вала создаются движение резания (через привод главного шпинделя) и все движения управления.
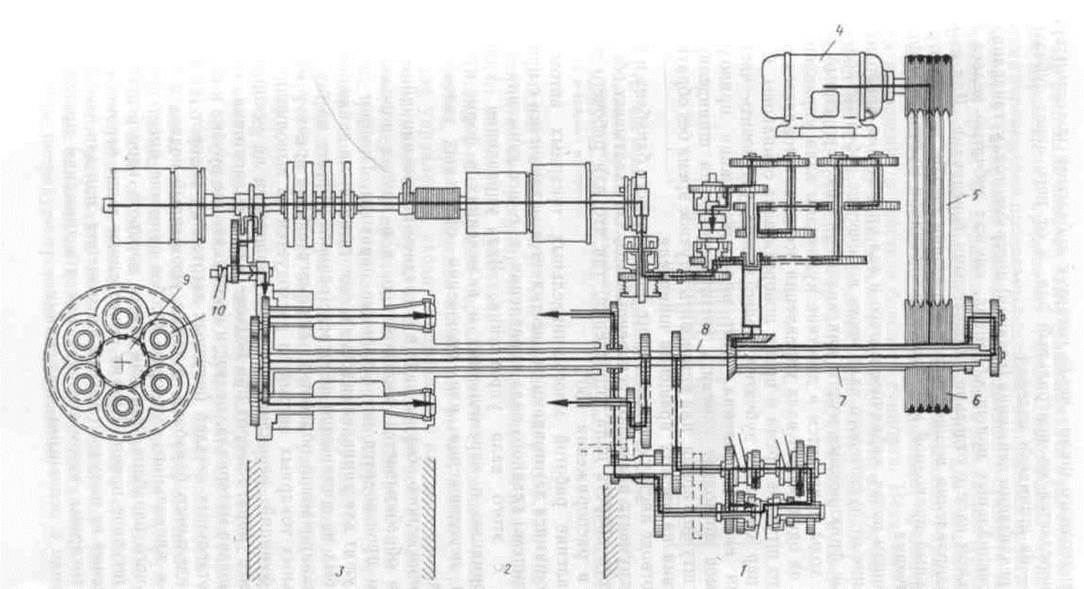
Рис.3.49. Кинематическая схема многошпиндельного токарного автомата: 1 – стойка привода; 2 – зона работы инструмента; 3 – шпиндельная стойка; 4 – двигатель; 5 – узкий клиновой ремень; 6 – приводной шкив; 7 – вал управления; 8 – центральный вал; 9 – центральное зубчатое колесо; 10 – шестерня шпинделя
От приводного шкива через гитару с зубчатыми колесами вращение передается на центральный вал, а от него через зубчатые колеса — на шпиндели изделия.
Для реализации движения (резания) инструментов, устанавливаемых в специальных приспособлениях, служат зубчатые колеса на центральном вале с отдельно включаемыми передачами. Для изменения направления вращения при нарезании резьбы предусмотрен специальный приводной механизм с реверсивной муфтой и муфтой переключения.
Механизм подач, червячное колесо и вал управления приводятся в движение от пустотелого вала через конические зубчатые колеса. Дисковые фрикционные муфты для включения на ускоренный или рабочий ходы приводятся в действие кулачками вала управления. Так как за один оборот вала управления всегда изготовляется одна деталь, то штучное время и время поворота вала одинаковы. С помощью пар смежных зубчатых колес можно установить частоту вращения вала управления. Этот вид конструкции приводных механизмов позволяет изменять частоту вращения шпинделя, не изменяя штучное время, или установить штучное время без обратного воздействия на частоту вращения шпинделя.
При отводе инструмента, повороте шпиндельного барабана и подводе инструмента включают ускоренный ход. Он охватывает обычно 210° одного оборота вала управления, так что для рабочего хода имеется в распоряжении 150°.
Управление работой многошпиндельных токарных автоматов с вращающимися заготовками осуществляется механически с применением системы главного вала управления, т. е. все движения «снимаются» с этого вала управления. Вал управления хранит всю информацию о перемещениях и включениях в форме кулачков для передвижения или включения отдельных узлов конструкции.
Во время одного оборота вала в последнем положении шпинделя заготовка обрабатывается окончательно, а в других положениях шпинделя производятся все остальные переходы. Поворот детали на 210°служит для управления всеми вспомогательными движениями, при которых не достигается непосредственного эффекта по реализации запланированной обработки. Вспомогательное время у многошпиндельных токарных автоматов расходуется на выполнение следующих функций: переключение вала управления на ускоренный ход, подвод упора, поворот при подводе и отводе заготовки, зажим прутка, подача материала, подвод и проталкивание прутка и выталкивание отдельных деталей (штучных заготовок), поворот (включение) шпиндельного барабана, а также ускоренный подвод и отвод бокового и продольного суппорта. Особое значение имеет поворот шпиндельного барабана, так как время поворота непосредственно входит в штучное время. Другие приведенные выше вспомогательные движения не получают такого же значения, как для одношпиндельных токарных автоматов, так как эти движения происходят одновременно с основными движениями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.