T1 S3 750 F0,2 - технологическая информация;
X20 Z5 E - выход в ИТ на быстром ходу;
Z-15 - точение Æ20;
X30 Z-30 - точение конуса;
Z-45 - точение Æ30;
X50 - подрезание торца.
Составленная программа предназначена для режима "Ручное управление", когда после набора каждого кадра выполняется его отработка с помощью клавиши “Пуск”. Если программу необходимо отработать в режиме “Автомат”, то перед каждым кадром следует указать его номер по адресу N, а в конце программы отдельным кадром записать команду M02 “Конец программы”, например:
N001 T1 S3 750 F0,2
N002 X20 Z5 E
N003 Z-15
N004 X30 Z-30
N005 Z-45
N006 X50
N007 M02
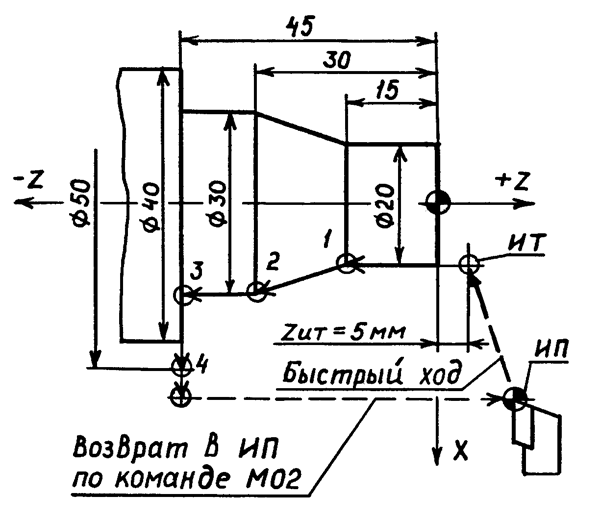
Рис. 2.1. Схема движения инструмента
При отработке команды M02 выключается вращение шпинделя, а револьверная головка возвращается в ИП на ускоренном ходу: сначала по координате X, а затем - по координате Z (см.рис.2.1).
Ту же программу можно записать в приращениях:
N001 T1 S3 750 F0,2
N002 X20 Z-5 E
N003 W-15
N004 U10 W-15
N005 W-15
N006 U20
N007 M02
Кроме геометрических опорных точек, различает технологические опорные точки, где изменяются условия технологического процесса (частота вращения шпинделя и рабочая подача, работа системы охлаждения и т.д.). Например, если к цилиндрическому участку Æ30 заготовки (см. риc.2.1) предъявляются повышенные требования по шероховатости, то его обработку следует вести на меньшей подаче,чем остальные поверхности. Кроме того, желательно сохранить постоянной скорость резания, что приведет к уменьшению частоты вращения шпинделя в 1,5 раза. Эти условия можно обеспечить, если между кадрами N004 и N005 исходной программы задать кадр с измененными условиями обработки, т.е.
N001 T1 S3 750 F0,2
N002 X20 Z5 E
N003 Z-15
N004 X30 Z-30
N005 S3 500 F0,1
N006 Z-45
N007 X50
N008 M02
Точка 2 на рис. 2.1 будет являться как геометрической, так и технологической опорной точкой. При этом действие технологической информации, заданной в кадре N005, будет распространяться не только на обработку Æ30 (кадр N006), но и на подрезание торца (кадр N007).
2.4. Программирование команд с использованием
вспомогательной функции M
В УЧПУ 2Р22 предусмотрены технологические команды, которые задаются с помощью вспомогательной функции M (табл.2.2). Программируемый останов M00 используется в тех случаях, когда выполнение программы следует прервать в определенном месте (например, для смены инструмента при недостаточной емкости инструментального магазина, для наладочных работ, для контрольных замеров и т.д.). Останов с подтверждением M01 осуществляет те же функции, что и команда M00, но его действие может быть отменено или восстановлено оператором непосредственно с пульта УЧПУ перед обработкой очередной заготовки. Для назначения останова по команде M01 необходимо перед пуском программы набрать на пульте УЧПУ M01%. Для отмены этого режима нужно задать М%. Программируемый останов М00 применяют, если останов необходим при обработке каждой заготовки. Если останов станка используется периодически, то задается останов с подтверждением М01.
Таблица 2.2
Технологические команды, задаваемые с помощью
вспомогательной функции M
|
Команда |
Реализуемая функция |
|
M00 M01 M02 M08 M09 M17 M18 |
Программируемый останов Останов с подтверждением Конец программы Включение охлаждения Выключение охлаждения Конец описания детали для циклов Конец участка программы, повторяемого в цикле |
2.5. Использование подготовительной функции G
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.