N001 T1 S3 250 F0,3
N002 X100 Z10 E
N003 G10
N004 L09 A1 P3
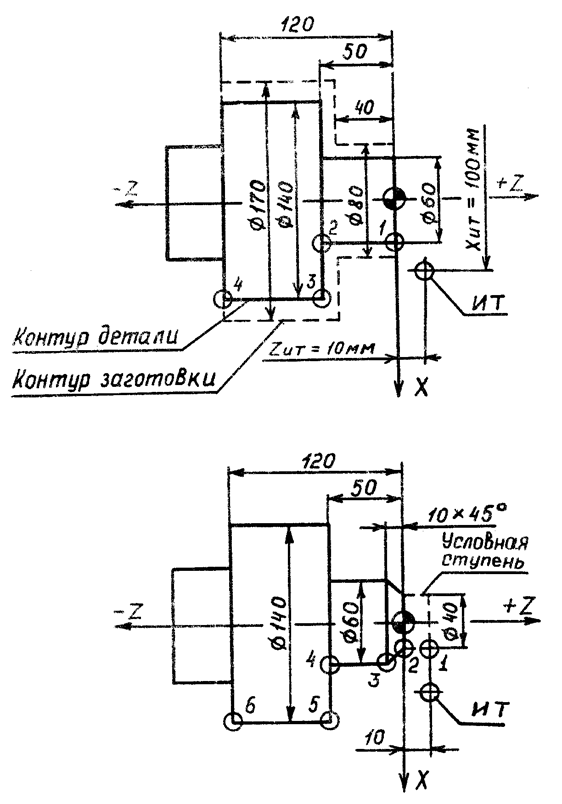
N005 X40 – начало контура
N006 Z0 – участок 1-2 (условная ступень)
N007 X60 C10 – участок 2-3 (фаска)
N008 Z-50 – участок 3-4
N009 X 140 – участок 4-5
N010 Z-120 M17 – участок 5-6
 N011
M02
N011
M02а б
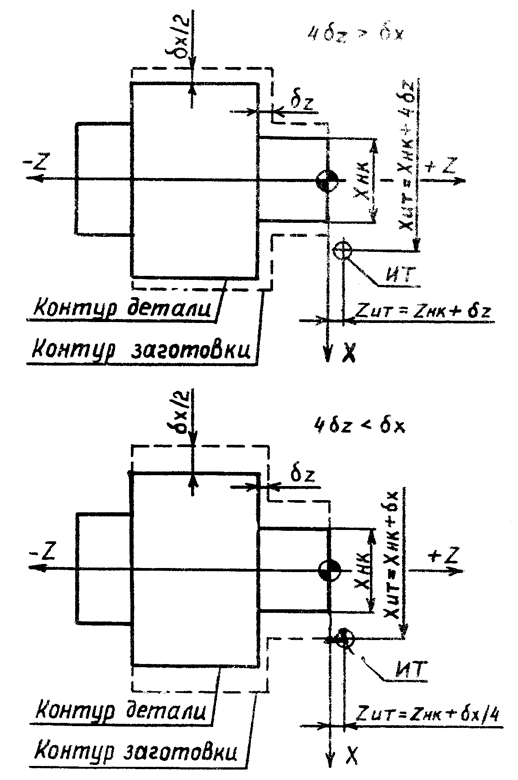
Рис. 3.11. Схема определения координат ИТ цикла L09
черновой обработки поковок: а – по припуску на длину dZ;
б – по припуску на диаметр dX
а б
Рис. 3.12. Эскиз заготовки:
а – без фаски; б – с фаской в начале контура
3.8. Программирование цикла L10 чистовой обработки
Цикл L10 используется для чистовой обработки заготовок вместе с циклами L08 и L09 черновой обработки. Перед программированием цикла задается кадр с технологической информацией: номером чистового резца (по адресу Т), частотой вращения шпинделя (по адресу S) и величиной рабочей подачи (по адресу F). Использование отдельного инструмента для чистовой обработки позволяет значительно уменьшить влияние размерного износа на точность обработки.
Далее программируется кадр с координатами ИТ цикла, которые должны совпадать с координатами начала конечного контура детали, т.е. XИТ=XНК и ZИТ=ZНК. Например, для заготовки, изображенной на рис.3.10, начало конечного контура находится в точке 1, т.е. XИТ=32 мм и ZИТ=0. Выход в ИТ осуществляется на ускоренном ходу с помощью функции Е.
Затем программируют кадр с параметром цикла - номером кадра, с которого начинается описание конечного контура детали. Для этого по адресу L записывают номер цикла (L10) и по адресу В указывают номер кадра начала описания. Если по мере отработки цикла необходимо поддерживать постоянство скорости резания, то непосредственно перед циклом задают кадр с подготовительной функцией G10.
В качестве примера приведем тексты программ с использованием цикла L10 вместе с циклами L08 и L09.
Чистовая обработка после цикла L08 (см.рис.3.10):
N001 T1 S3 250 F0,3
N002 X102 Z0 E
N003 G10 – постоянная скорость резания
N004 L08 A1 P3
![]() N005
X40 C4 – описание контура
N005
X40 C4 – описание контура
N007 Z-60 Q5
N008 X70
N010 Z-110
N011 X100 W-26 R-50 M17
N012 G11 – отмена функции G10
N013 T2 S3 1000 F0,1
N014 X32 Z0 E – перемещение в ИТ
N015 G10 – постоянная скорость резания
N016 L10 B5 – параметры цикла
В приведенной программе в кадре N012 запрограммирована отмена действия функции G10 с помощью подготовительной функции G11. Если этого не сделать, что в цикле L10 будет поддерживаться постоянная скорость резания применительно к координате ИП, где происходит смена инструмента и запуск вращения шпинделя. В кадре N015 запрограммировано восстановление действия функции G10 применительно к координате ИТ цикла L10 XИТ=32мм, что обеспечивает постоянную скорость резания около 100 м/мин.
Чистовая обработка после цикла L09 (см.рис.3.12,б):
N001 T1 S3 250 F0,3
N002 X100 Z10 E
N003 G10 – постоянная скорость резания
N004 L09 A1 P3
![]() N005
X40
N005
X40
N006 Z0
N007 X60 C10 – описание контура
N008 Z-50
N009 X140
N010 Z-120 M17
N011 G11 – отмена функции G10
N013 X40 Z10 E – перемещение в ИТ
N014 G10 – постоянная скорость
N015 L10 B5 – параметр цикла
3.9. Программирование цикла L11 повторения участка программы
Цикл L11 используется для упрощения программирования и сокращает объем программы, если в ней можно выделить повторяющиеся участки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.