 |
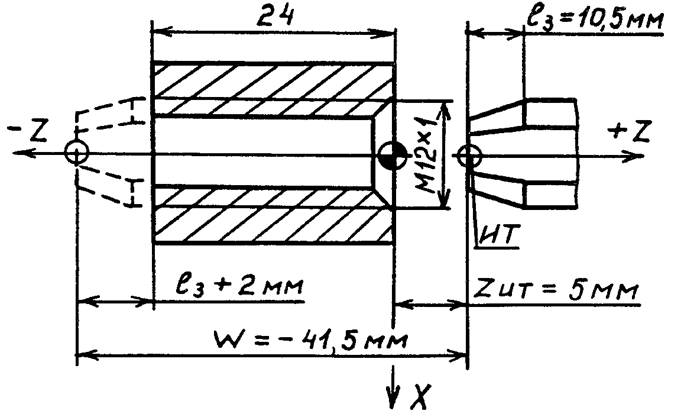
Рис. 3.8. Эскиз заготовки
3.6. Программирование цикла L08 черновой обработки
цилиндрической заготовки
Цикл L08 предназначен для черновой обработки заготовок цилиндрической формы (прокат) с автоматическим разделением на переходы. Этот цикл применяется для деталей с контуром, координаты которого по оси X изменяются только в одну сторону по мере обработки:
§ с увеличивающимся диаметром для наружной обработки;
§ с уменьшающимся диаметром для внутренней обработки.
Перед программированием цикла L08 задается кадр с технологической информацией: номером инструмента (по адресу Т), частотой вращения шпинделя (по адресу S) и величиной рабочей подачи (по адресу F). Частоту вращения шпинделя выбирают таким образом, чтобы при обработке контура детали скорость резания находилась в рекомендуемых пределах. Если это невозможно из-за большого перепада диаметров обрабатываемого контура, то непосредственно перед кадром с циклом L08 задают кадр с подготовительной функцией G10, обеспечивающей постоянство скорости резания. В таком случае при изменении диаметра обработки будет происходить автоматическое переключение частоты вращения шпинделя.
Далее программируют выход инструмента в ИТ цикла на ускоренном ходу (с помощью функции Е). Координата ИТ по оси X выбирается таким образом, чтобы она отстояла от поверхности заготовки на 0,5-1 мм. Это необходимо, чтобы избежать удара инструмента о край заготовки из-за неточности ее установки и погрешностей проката (кривизна, большой допуск на диаметр и т.д.). Например, координата ИТ по оси X для наружного контура принимается равной XИТ=dЗ+(1…2) мм,где dЗ - диаметр заготовки,мм (рис.3.9). Координата ИТ по оси Z принимается равной ZИТ=ZНК, где ZНК - координата начала конечного контура детали,мм. В большинстве случаев начало конечного контура располагается на торце заготовки, т.е. ZИТ=ZНК=0. Однако в связи с ограничением на число кадров для описания контура обработку сложных деталей приходится выполнять за несколько циклов. Поэтому для второго и последующих циклов ZИТ=ZНК¹0.
После вывода инструмента в ИТ программируют кадр с параметрами цикла. Для этого по адресу L записывают номер цикла (L08), а затем указывают значения параметров цикла: по адресу A - значение припуска под чистовую обработку на диаметр,мм (если чистовая обработка не предусмотрена, А=0); по адресу Р - максимальную глубину резания за один переход,мм. Припуск на чистовую обработку цилиндрических поверхностей рекомендуется принимать равным A=(1,0...1,6)мм. При отработке цикла припуск по оси Z назначается автоматически путем деления величины А на четыре.
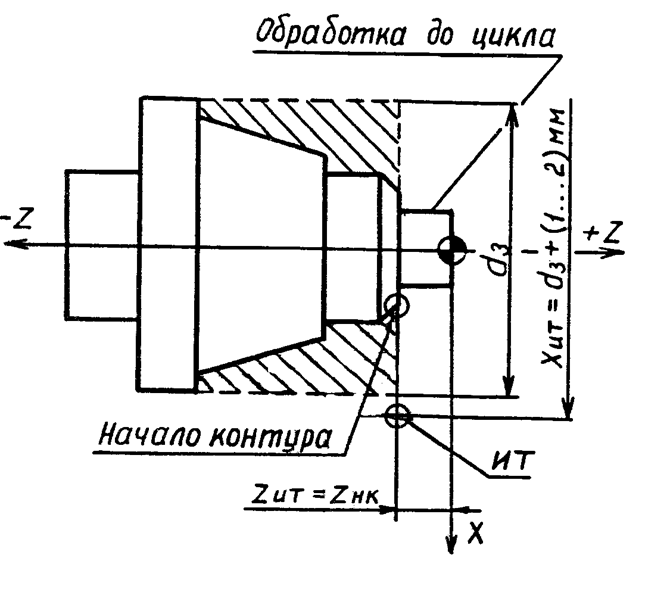
Рис. 3.9. Схема программирования ИТ цикла L08
черновой обработки цилиндрических заготовок
После программирования параметров цикла идет последовательность кадров с описанием конечного контура детали. Описание контура должно содержать не более 15 кадров, причем кадры с фаской или галтелью считаются за два кадра. Описание контура выполняется в отрицательную сторону по оси Z (к шпинделю). Признаком конца описания контура служит вспомогательная функция М17.
Прежде чем приступить к описанию конечного контура, рекомендуется нанести на эскиз заготовки опорные точки, участки между которыми будут отрабатываться отдельными кадрами, и пронумероватьих в соответствии с последовательностью отработки. В качестве примера приведем текст программы с использованием цикла L08 для заготовки, представленной на рис.3.10:
N001 T1 S3 250 F0,3
N002 X102 Z0 E – перемещение в ИТ;
N003 G10 – постоянная скорость резания;
N004 L08 A1 P3 – параметры цикла;
![]() N005
X40 C4 – участок 1-2
N005
X40 C4 – участок 1-2
N006 Z-34 C5 – участок 2-4
N007 Z-60 Q5 – участок 4-7 описание
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.