Далее программируютсам цикл нарезания резьбы, где в начале кадра записывают номер цикла L01, а затем указывают значения параметров цикла по следующим адресам:
F – шаг резьбы, мм;
W – длина резьбы от исходной точки, мм;
X – внутренний (для наружной резьбы) или наружный (для внутренней резьбы) диаметр, мм;
A – наклон резьбы,мм (для цилиндрических резьб равен нулю, для конических резьб равен приращению диаметров);
P – максимальная глубина резания за один ход,мм;
C – сбег резьбы (C=1 – сбег равен шагу резьбы; C=0 – сбег отсутствует).
При этом параметр W программируется со знаком "-", а параметр A - без знака. Для обработки резьбы за один ход параметр Р принимается равным глубине резьбы t=0,54р. Нарезание резьбы за несколько ходов выполняется по генераторной схеме, причем резание происходит только одной кромкой резца (при этом режущие кромки чередуются). Последний (чистовой) ход режется двумя кромками. В этом случае максимальная глубина резания может быть приближенно принята Р»0,5р/i, где i - рекомендуемое число черновых ходов.
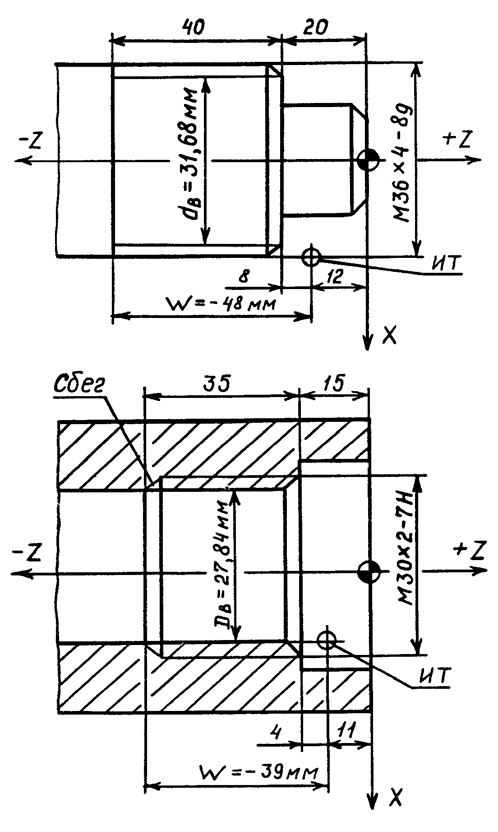
В качестве примера приведем текст программ для обработки заготовок, изображенных на рис.3.2.
Для наружной резьбы (рис.3.2,а):
N001 T4 S3 530
N002 X36 Z-12 E
N003 L01 F4 W-48 X31,68 A0 P0,33 C0
N004 M02
Для внутренней резьбы (рис.3.2,б):
N001 T3 S3 630
N002 X27,84 E
N003 Z-11 E
N004 L01 F2 W-39 X30,48 A0 P0,3 C1
N005 Z5 E
N006 M02
а б
Рис. 3.2. Эскизы заготовок: а – с наружной резьбой;
б – с внутренней резьбой
Для внутренней резьбы подвод и отвод резца осуществляется отдельно по каждой координате, чтобы исключить задевание резцом заготовки. Кроме того, параметр Х в цикле L01 для внутренней резьбы принимается равным среднему значению DН, который для 7-й степени точности и отклонения H равен 30,482 мм.
3.2. Программирование цикла L02 точения канавок
Для программирования цикла L02 "Канавка" сначала задается кадр с технологической информацией: номером канавочного резца (по адресу Т), частотой вращения шпинделя (по адресу S) и величиной рабочей подачи (по адресу F). Далее программируется выход резца в ИТ цикла (рис.3.3), координата которой по оси Z должна совпадать с координатой левой кромки канавки. Положение резца по оси X выбирается таким образом, чтобы в ИТ режущая кромка отстояла от цилиндрической поверхности на 0,5-1 мм, т.е. XИТ=dЗ+(1…2) мм, где dЗ - диаметр заготовки. Перемещение в ИТ выполняется на ускоренном ходу с помощью функции E.
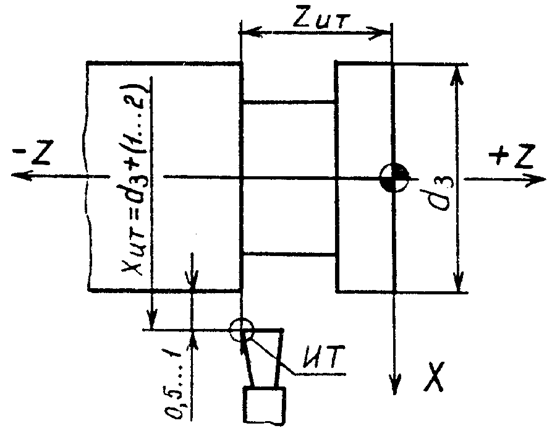
Рис. 3.3. Схема программирования ИТ цикла L02 точения канавок
Для программирования самого цикла задают его номер L02, а затем указывают значения параметров цикла по следующим адресам:
D – выдержка времени, с;
X – внутренний диаметр канавки, мм;
A – ширина канавки, мм;
P – ширина резца, мм.
При отработке цикла происходит перемещение резца на рабочей подаче из ИТ до координаты X, равной внутреннему диаметру канавки dВ. Далее следует выдержка времени (если параметр цикла D не равен нулю) и возврат в ИТ на быстром ходу. После этого резец смещается по координате в положительную сторону (вправо) на величину Р и обработка повторяется до достижения канавкой ширины, равной А.
Для обработки канавки с перекрытием lП параметры цикла А и Р уменьшают на величину перекрытия. При обработке канавки за один ход параметры А и Р задают одинаковыми. Во всех случаях цикл L02 заканчивается в точке с координатой по оси X, равной ХИТ, а по оси Z инструмент остается в точке последнего хода.
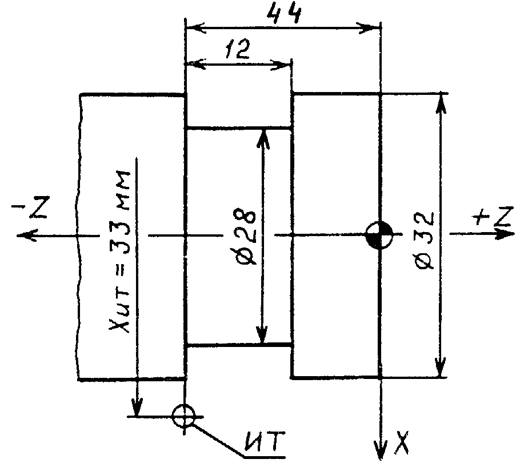
Рис. 3.4. Эскиз заготовки
В качестве примера приведем программу обработки канавки для заготовки, изображенной на рис.3.4 (ширина канавочного резца равна4 мм, а выдержка времени - 2с):
N001 T5 S3 800 F0,03
N002 X33 Z-44 E
N003 L02 D2 X28 A12 P4
N004 M02
Если ту же канавку необходимо проточить с перекрытием 2мм, параметры А и Р следует уменьшить на эту величину, т.е.
N003 L02 D2 X28 A10 P2
3.3. Программирование циклов L03, L04 и L05
петлеобразной обработки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.