- маршрутная карта (МК);
- операционная карта (ОК);
- карты эскизов (КЭ);
- карта наладки (КН/П);
- карта кодирования информации (ККИ).
В МК описывается технологический процесс в виде последовательности технологических операций. Содержание операций раскрывается в ОК. Графическими иллюстрациями, поясняющими МК и ОК, служат КЭ. В КН/П перечисляют режущий и вспомогательный инструмент с указанием номеров позиций инструментального магазина, приводят наладочные размеры для приспособления и инструментов.* В ККИ записывается текст управляющей программы с необходимыми комментариями. Допускается оформлять текст программы в виде распечатки.
С учетом сложности операций с ЧПУ большое значение имеет подробная разработка графической части технологической документации (особенно в учебных целях). Рекомендуется оформлять два вида технологических эскизов:
- КЭ на всю операцию;
- КЭ на отдельные технологические переходы.
КЭ на всю операцию предназначена для наладчика или оператора. На ее основании выполняется наладка станка и контроль правильности обработки. Поэтому, все необходимые размеры указывают с численными значениями предельных отклонений, независимо от того, как эти размеры заданы на исходном чертеже. Кроме традиционной информации на эскизе нужно показать координатные оси и положения нуля программы с наладочным размером от технологической базы по оси Z.
КЭ на отдельные технологические переходы предназначены для технолога-программиста. Поэтому информация здесь дается в том виде и объеме, которые необходимы для составления управляющей программы. Допускается показывать только тот фрагмент заготовки, который относится к выполняемому переходу (без схемы установки). Кроме координатных осей и нуля программы в условном виде показывают позицию смены инструмента и опорные точки траектории движения инструмента. Перемещение инструмента на быстром ходу указывают пунктиром, а движение на рабочей подаче – сплошной линией. Размеры, определяющие положение опорных точек, задают без допуска.
Для стандартных циклов допускается оформлять траекторию движения в упрощенном виде [5]. В этом случае на эскизе показывают начальную и конечную точку цикла, а также те опорные точки, которые определяют конечный контур обрабатываемой поверхности. Вспомогательные и промежуточные движения на рабочей подаче, выполняемые в цикле, можно не показывать. Примеры оформления стандартных циклов для устройства ЧПУ 2Р22 представлены на рис. 1.6. При этом на свободном поле эскиза необходимо указать номера начальной и конечной точки цикла, а также номер цикла и значения его параметров.
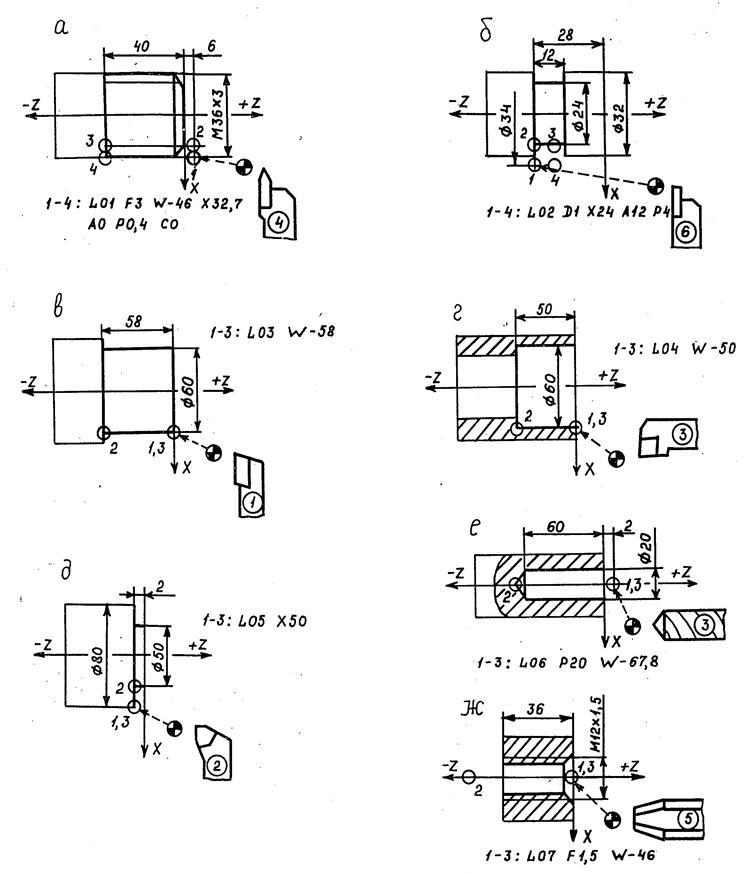
Рис. 1.6. Примеры оформления эскизов для стандартных циклов
Допускается оформлять один эскиз для нескольких переходов, если эти переходы выполняются одним инструментом (например, точение нескольких канавок одним резцом). Кроме того, совместный эскиз можно рекомендовать для стандартных циклов черновой и чистовой обработки, если оба цикла имеют одинаковое описание контура (рис. 1.7).
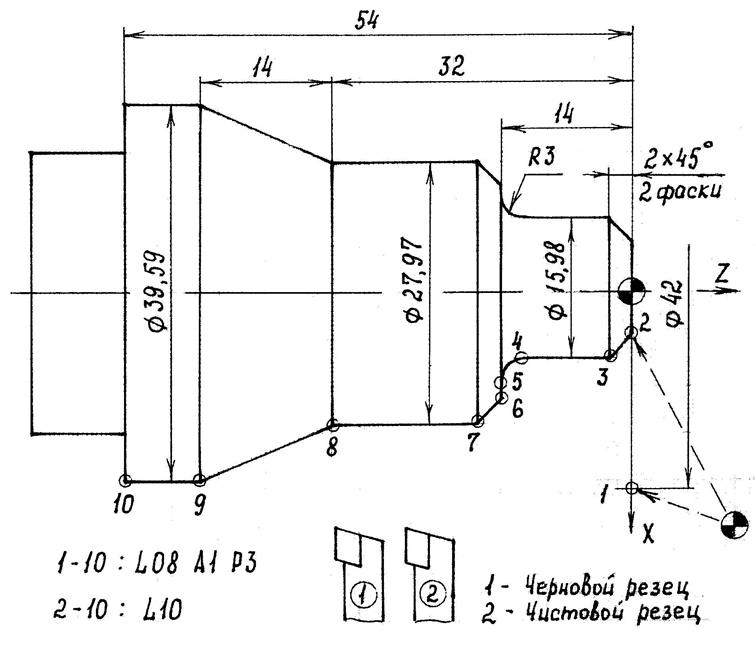
Рис. 1.7. Пример оформления эскиза для стандартных циклов черновой и чистовой обработки
Необходимо подчеркнуть, что на эскизе для окончательной обработки нужно указывать не номинальные, а средние размеры с учетом расположения поля допуска (см. раздел 2.3). Например, на рис. 1.7 диаметральные размеры заданы, исходя из этого требования. В некоторых случаях весьма удобным является табличный способ задания размеров, где на свободном поле эскиза приводится таблица с номерами опорных точек и их координатами. Для заготовки, изображенной на рис. 1.7 такая таблица будет иметь следующий вид:
|
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
X |
42 |
11,98 |
15,98 |
15,98 |
21,98 |
23,97 |
27,97 |
27,97 |
39,69 |
39,69 |
|
Z |
0 |
0 |
-2 |
-11 |
-14 |
-14 |
-16 |
-32 |
-46 |
-54 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.