18. Справочник нормировщика / А.В. Ахумов, Б.М. Генкин, Н.Ю. Иванов и др.; Под общ. ред. А.В. Ахумова. – Л.: Машиностроение, 1986. – 458 с.
19. Справочник технолога-машиностроителя. В 2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – Т. 1. – 656 с.
20. Справочник технолога-машиностроителя. В 2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – Т. 2. – 496 с.
21. Шарин Ю.С. Технологическое обеспечение станков с ЧПУ. – М.: Машиностроение, 1986. – 176 с.
Приложение 1
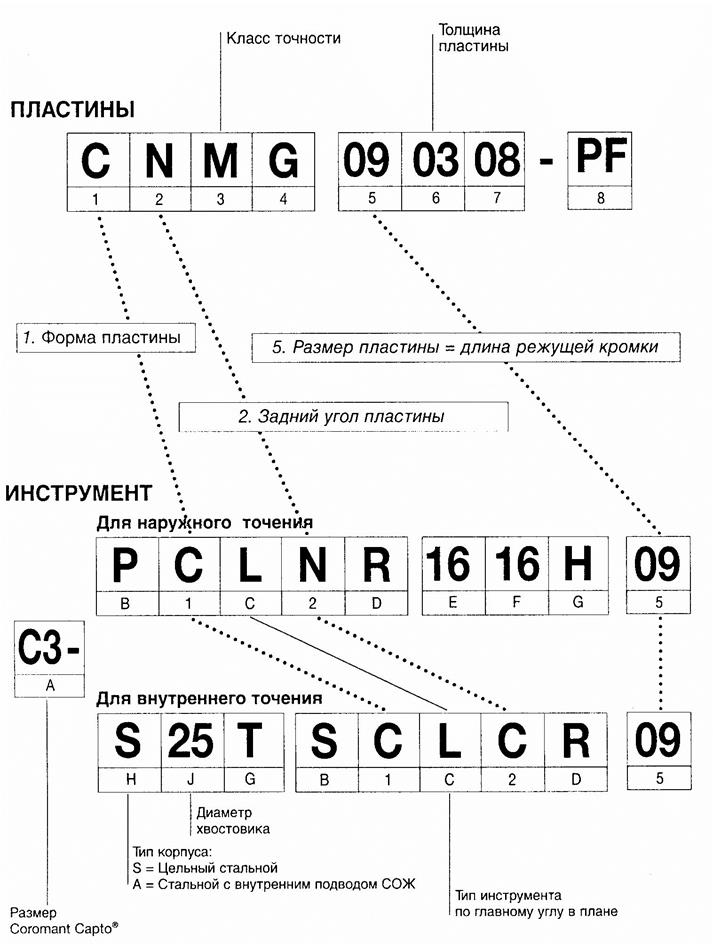
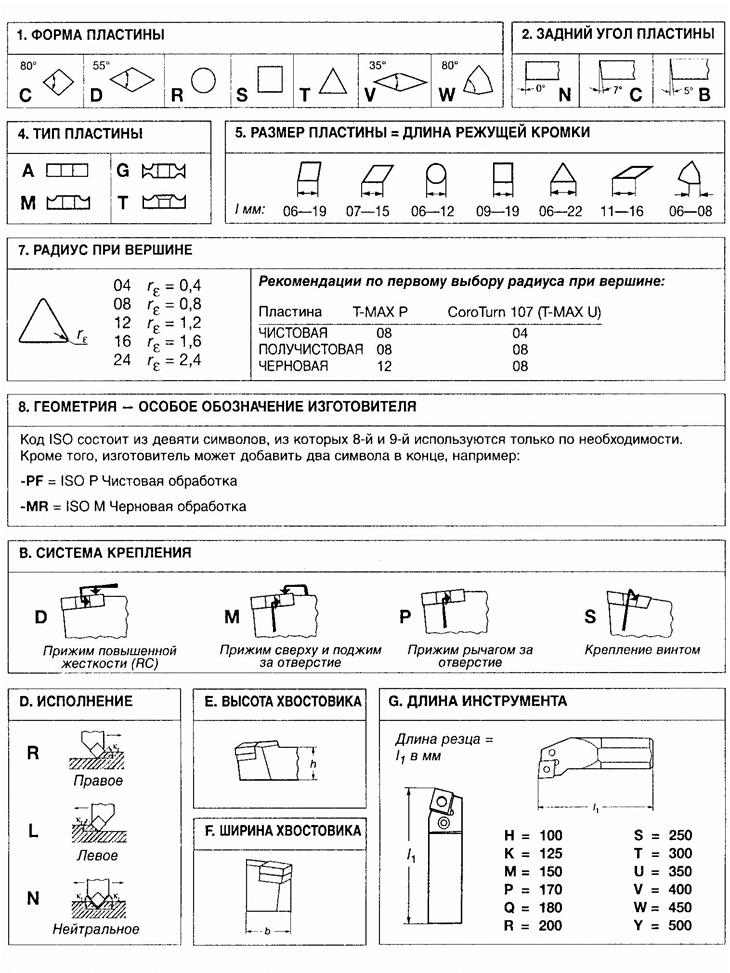
Классификация токарных резцов по ISO 1832-1991
Приложение 1 (окончание)
Приложение 2
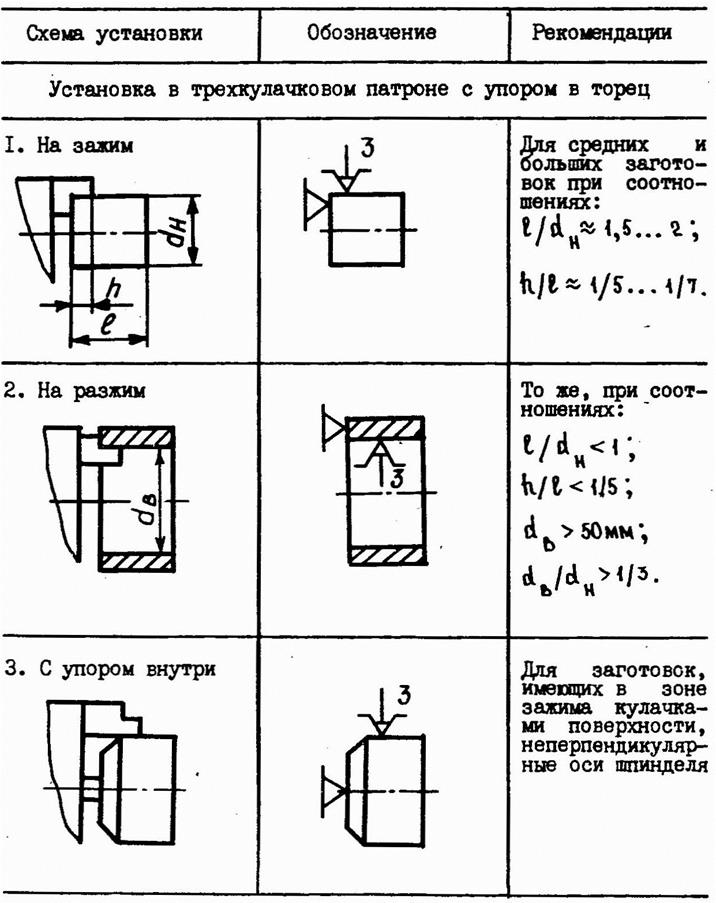
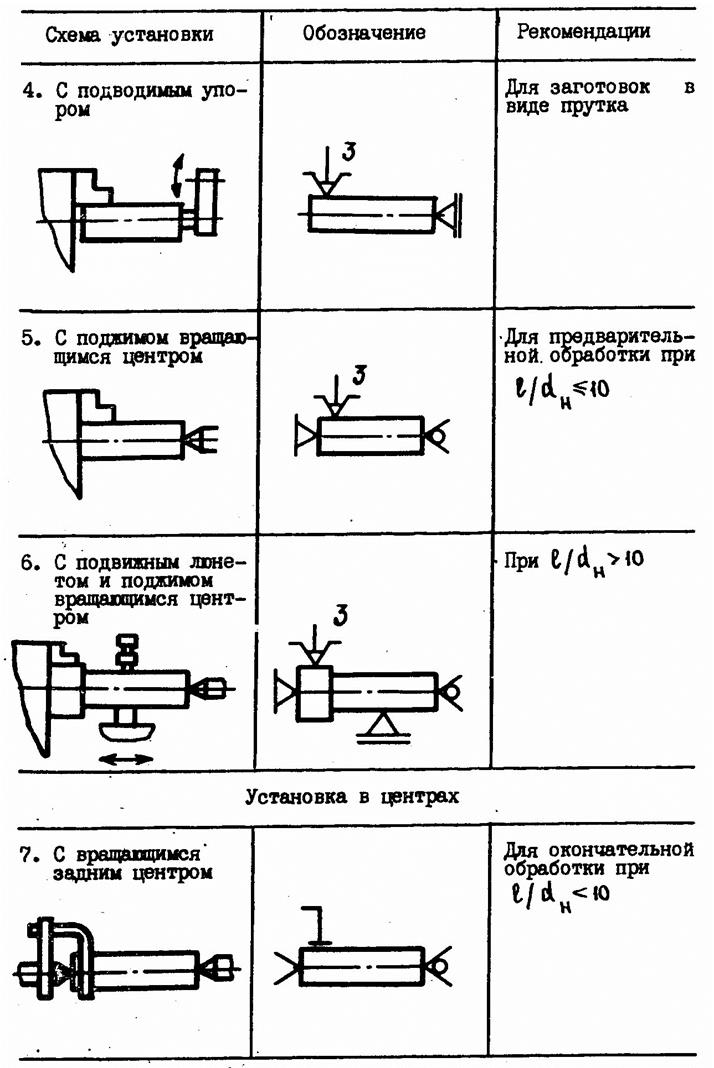
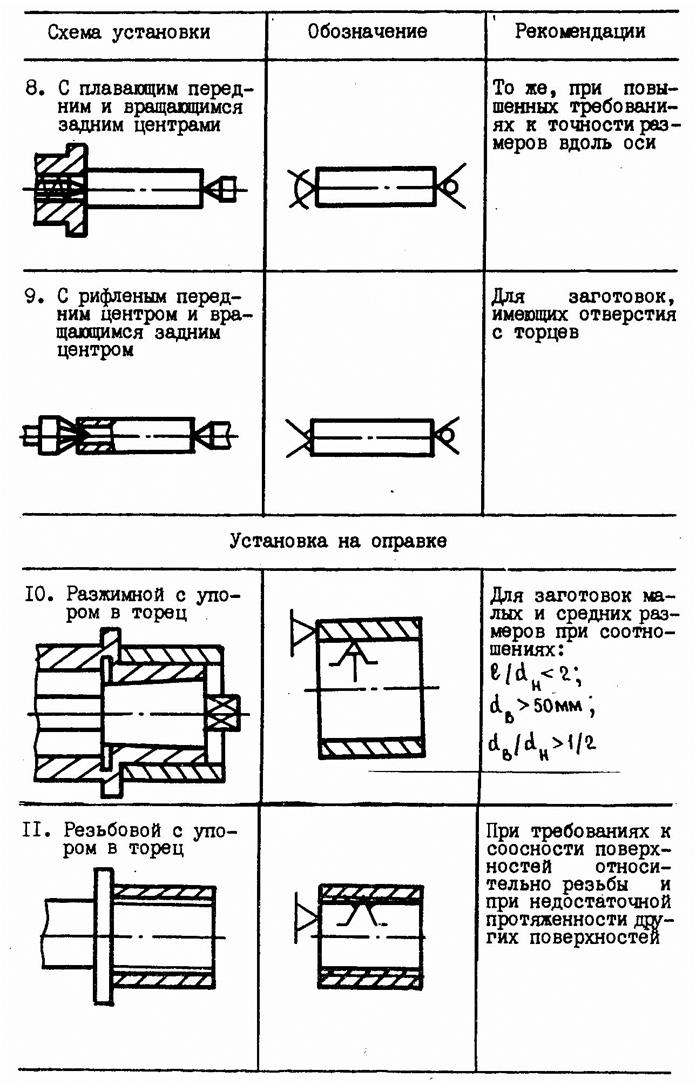
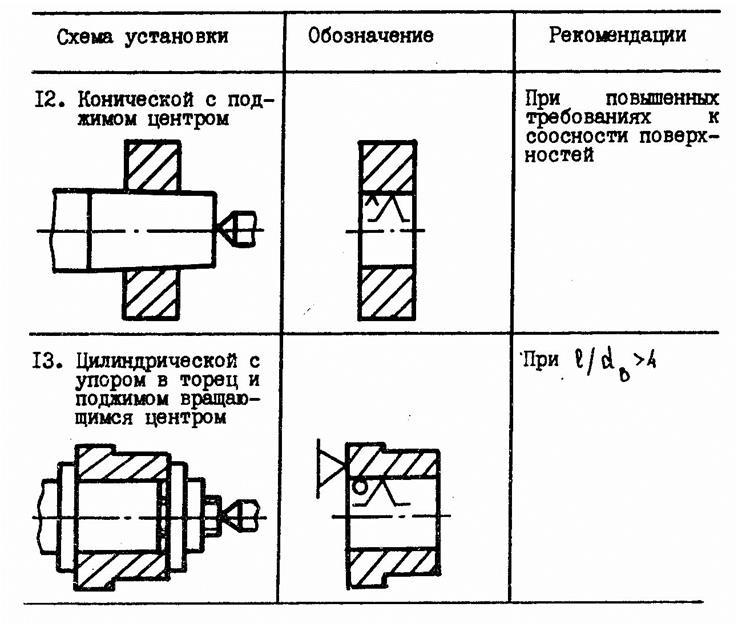
Типовые схемы установки заготовок
на токарных станках с ЧПУ
Приложение 2 (продолжение)
Приложение 2 (продолжение)
Приложение 2 (окончание)
содержание
|
1. |
Технологическое Проектирование ………………….. |
3 |
|
|
1.1. |
Анализ технологичности деталей ……………………….… |
3 |
|
|
1.2. |
Разработка технологического маршрута ……………….…. |
6 |
|
|
1.3. |
Разработка технологических операций …………………… |
15 |
|
|
1.4. |
Особенности обработки на токарных центрах …………… |
23 |
|
|
2. |
Типовые схемы обработки ……………………………… |
32 |
|
|
2.1. |
Технологические возможности контурных резцов и классификация поверхностей ……………………………. |
32 |
|
|
2.2. |
Типовые схемы черновой обработки основных поверхностей ………………………………………………... |
37 |
|
|
2.3. |
Типовые схемы чистовой обработки основных поверхностей ………………………………………………... |
47 |
|
|
2.4. |
Типовые схемы обработки дополнительных поверхностей ………………………………………………... |
53 |
|
|
Литература …………………………………………………………. |
62 |
||
|
Приложение 1. Классификация токарных резцов по iso 1832-1991……………………………………………………….. |
64 |
||
|
Приложение 2. Типовые схемы установки заготовок на токарных станках с ЧПУ ………………………………………………………….. |
66 |
||
Темплан 2005 г.
Андрей Маркович Александров
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ТОКАРНЫХ СТАНКОВ С ЧПУ
Учебное пособие
Редактор – Г.Л. Чубарова
П21(03)
Подписано в печать хх.хх.2004 Формат 60х90 1/16
Бумага тип. №3 Печать офсетная Усл. печ. л. 4,5
Уч.-изд. л. 4,5 Тираж ххх экз. Заказ хх
Издание Санкт-Петербургского института машиностроения (ЛМЗ-ВТУЗ)
195197, Санкт-Петербург, Полюстровский пр., 14
ОП ПИМаш
Для заметок
* Здесь и далее применяется классификация резцов по ISO 1832-1991 (см. Приложение 1)
* Для валов технологическими базами являются, как правило, центровые отверстия и крайние торцы. Их рекомендуется обрабатывать на фрезерно-центровальных станках.
* В соответствии с принятой классификацией к основным относят те поверхности, которые можно обрабатывать контурными резцами
* Составляющая учитывается лишь при необходимости пробного прогона программы
* Стандартная форма КН/П не вполне удобна для многоцелевых станков, наладка которых отличается повышенным уровнем сложности. Поэтому не многих предприятиях применяют другие формы КН/П, позволяющие более полно отразить процесс наладки
* Включать шпиндель нельзя, поскольку люнет зажимает заготовку по необработанной поверхности
* Указанная рекомендация распространяется также и на чистовую обработку дополнительных поверхностей
* Последний ход режется на всю ширину резца только в том случае, если ширина канавки кратна ширине резца
* Обработка за один ход по всему контуру канавки недопустима по условиям работы канавочного резца
* Если этого не сделать, то первые витки будут нарезаны с нарушением шага резьбы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.