В практике токарной обработки на станках с ЧПУ широкое внедрение нашли методы групповой технологии. Подбор деталей в группы осуществляется таким образом, чтобы до минимума свести подготовительно-заключительное время. Это достигается использованием одной и той же инструментальной наладки и одного приспособления для обработки всех деталей группы. В идеальном случае стремятся свести переналадку станка к вводу новой программы. Современные токарные станки с ЧПУ имеют несколько револьверных головок с общим числом инструментальных позиций до нескольких десятков. Кроме того, эти станки могут оснащаться устройствами автоматической смены инструментальных комплектов и приспособлений, что позволяет при минимальной переналадке обрабатывать практически неограниченную номенклатуру деталей.
При разработке технологического маршрута большое значение имеет проблема выбора числа токарных операций с ЧПУ. Чаще всего, требуется две операции с переустановкой заготовки на 180°. Однако, в некоторых случаях, становится возможным ограничиться одной операцией. Для этого необходимо реализовать такую схему установки, где был бы обеспечен свободный доступ инструмента ко всем обрабатываемым поверхностям.
При обработке валов свободный доступ инструмента можно обеспечить с помощью штырькового патрона (рис. 1.1). Наиболее технологичными здесь следует считать детали, у которых диаметры поверхностей увеличиваются по мере удаления от правого торца. Такая форма позволяет ограничиться правыми резцами с контурной обработкой в сторону передней бабки. Если это условие не выполнено, то в наладку приходится включать левые резцы (рис. 1.2), что не всегда возможно из-за ограниченной емкости револьверной головки. Кроме того, при точении в сторону задней бабки уменьшается сила поджима задним центром и затрудняется применение стандартных циклов обработки.
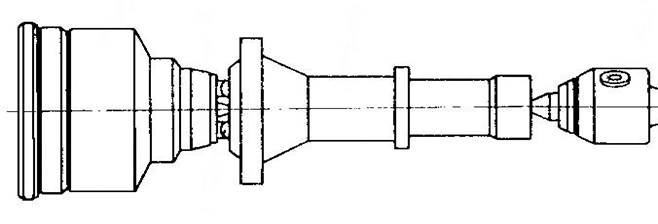
Рис.1.1. Обработка вала с помощью штырькового патрона
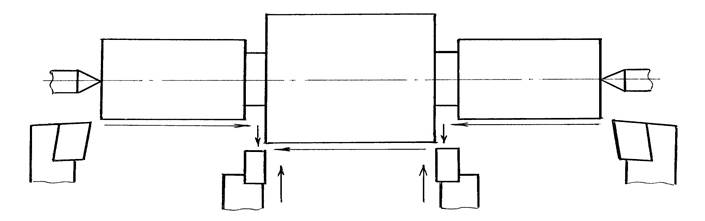
Рис.1.2. Обработка вала с использованием правых и левых резцов
Для деталей типа дисков и втулок токарная обработка за одну операцию возможна в случае прутковой заготовки (рис. 1.3). Последним переходом здесь является отрезание. При этом диаметры внутренних поверхностей должны уменьшаться по направлению к передней бабке, а левый торец не должен требовать дополнительной обработки после отрезки.
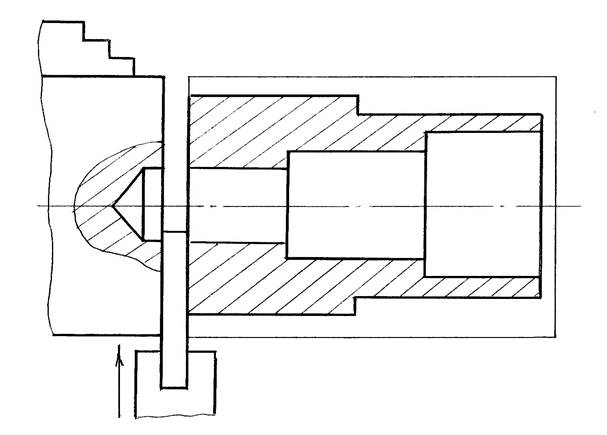
Рис. 1.3. Обработка втулки за одну операцию
Однако, чаще всего, для дисков и втулок необходимы две токарные операции с ЧПУ. При этом возможны два варианта установки:
1. С базированием по наружным поверхностям на обеих операциях.
2. С базированием по наружной поверхности на первой операции и по внутренней поверхности на второй операции.
Установку по наружным поверхностям обычно реализуют с помощью трехкулачковых патронов. Эти патроны обеспечивают надежное закрепление заготовки и передачу большого крутящего момента (что особенно важно для черновой обработки). Процесс установки легко поддается автоматизации с помощью загрузочного робота. Недостатком обработки в патроне является сравнительно низкая точность расположения поверхностей, обработанных на разных операциях. Для уменьшения погрешности расположения рекомендуется применять на второй операции незакаленные кулачки (с их предварительной расточкой) или использовать более точный патрон (цанговый, мембранный и др.).
Базирование по внутренней поверхности, как правило, осуществляется с помощью центровых или консольных оправок. При этом обеспечивается более высокая точность взаимного расположения поверхностей, обработанных на разных операциях (особенно для центровых оправок). Однако, по своей универсальности оправки проигрывают трехкулачковым патронам (диапазоны диаметров зажима, крутящих моментов и т.д.). Кроме того, при использовании оправок затруднена автоматизация загрузки.
Следует отметить, что двухстороннюю обработку заготовки можно выполнить по единой программе за одну операцию, но с двумя установами. Необходимым условием здесь является отсутствие переналадки приспособления и инструментального комплекта между установами. Для переустановки заготовки в программе предусматривают технологический останов (команда М00). Однако при перезакреплении заготовки может измениться положение нуля программы по оси Z (рис. 1.4).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.