толщина стенки защитных рубашек в сечении переменна — от 3 до 13 мм, так как они выполнены обточкой толстостенной трубы, плохо центрируемой при обработке;
в средней по длине части защитной рубашки имеется втулка, которая зажимает обе (переднюю и заднюю) ее части, не допуская их температурных перемещений относительно одна другой, что отчасти объясняется изложенным выше;
дистанционирующие защитную рубашку в корпусе ВПО шпильки, введенные в корпус на резьбе, образуют в теле рубашки вмятины, от которых отходят трещины;
шпильки удерживают рубашку в постоянном положении относительно корпуса ВПО;
отверстия для прохода водоподающего устройства через корпус ВПО и защитную рубашку выполнены с помощью ручной газовой резки вместо фрезерной расточки — на всех штуцерах обнаружены трещины, идущие и изнутри, и снаружи от места приварки к корпусу.
По результатам стендовых и расчетных работ [1-4] можно сделать вывод о том, что, обеспечивая поддержание заданных значений температуры пара в определенной точке парового тракта, сами ВПО работают в условиях свойственных им значительных термошоков, переменных по месту и во времени. Причем наибольших расчетных значений температурные разности достигают при переходных режимах, таких как включение подачи воды [1] или при изменении участков выпадения влаги на защитную рубашку [3]. Если в конструкции ВПО не обеспечена необходимая компенсация температурных деформаций [4] то срок службы пароохладителя снижается, происходят активное трещинообразование и даже разрушение конструкции. В перемещении для компенсации температурных деформаций нуждаются не только выходной конец рубашки, но и ее участки по длине и по окружности. Таким образом, в ВПО должны быть зазоры между рубашкой и дистанционирующими элементами или между корпусом или дистанционирующими элементами. Обследование полученных в процессе эксплуатации повреждений ВПО подтверждает это.
В рассматриваемом случае появились основания рекомендовать заводу-изготовителю котла ТГМП-314 (ТКЗ) внести изменения в конструкцию ВПО для повышения его работоспособности.
Так, применение разъемных конструкций защитных рубашек больших диаметров Dy = 400+600 мм при их длине 3,5—5,5 м с использованием при их изготовлении обточки труб со стенками большой толщины не обеспечивает необходимых компенсационных перемещений рубашки при захолаживанию (или разогреве) ее целиком или на отдельных ее участках.
Установка неподвижной опоры рубашки в корпусе ВПО на выходе охлаждаемого пара приводит к отрыву рубашки, так как эта зона отличается значительными теплоперепадами.
В ВПО применяется большое количество сварных соединений самого разного вида. Можно отметить, что чаще всего образование трещин начинается от околошовных участков. Эти вопросы являются самыми мало проработанными, поэтому часто отсутствуют указания о диаметре электродов для сварки, о термической обработке, о режимах сварки.
Выполнение ручной газовой резкой прорезей для сухарей в защитной рубашке или отверстий в корпусе и рубашке для ввода водоподающего устройства создает концентраторы напряжения, пережог металла и способствует образованию трещин, что недопустимо.
Применение шпилек для дистанционирования рубашки в корпусе ВПО приводит к протечкам пара по резьбе, образованию трещин в корпусе и, кроме того, ограничивает компенсацию термических напряжений, образует вмятины и растрескивание защитной рубашки.
В связи с изложенным авторами разработана конструкция пароохладителя, в которой использованы, новые перспективные заводские разработки, в некоторых его деталях применены решения, хорошо зарекомендовавшие себя в эксплуатации ВПО.
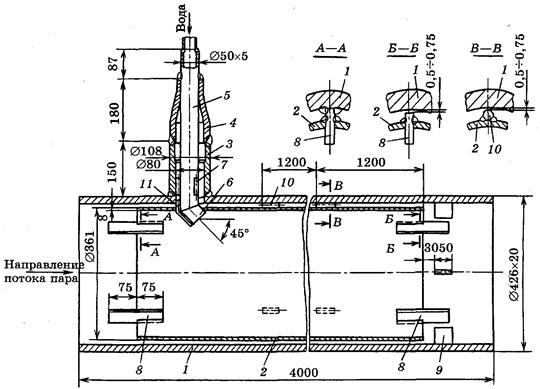
Рис. 2. Впрыскивающий пароохладитель повышенной надежности после реконструкции.
1-8 — см. рис. 1; 9 - упоры; 10 — промежуточные сухари скользящей опоры; 11 — защитный козырек.
На рис. 2 приведен общий вид пароохладителя, комплексное решение конструкции которого должно повысить надежность его работы для вторичного тракта кот лов энергоблоков 250—300 МВт. Подобные предложения могут быть учтены при создании ВПО для первичного парового тракта, особенно для пусковых ВПО.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.