




















Конспект лекцій з ливарного виробництва ТКМ
§ 1. ПОНЯТТЯ ПРО ЛИВАРНЕ ВИРОБНИЦТВО
Різними методами литья можуть бути отримані вироби масою від десятих долей грама до сотень тонн і розмірами від декількох міліметрів до десятків метрів із товщинами стінок від 0,5 мм до декількох сотень міліметрів. При цьому виливки можуть бути з дуже складною конфігурацією зовнішніх поверхонь і внутрішніх порожнин.
Процес ливарного виробництва включає виготовлення моделей і стрижневих шухляд, виготовлення форм і стрижнів, плавку і доведення металу, складання ливарних форм і заповнення їх металом, выбивку, обрубку й обчищення виливків, контроль якості виливків, виправлення шлюбу і фарбування.
Лита заготівля утворюється шляхом заливання розплавленого металу у внутрішню порожнину ливарної форми, що по конфігурації відповідає виготовленому виливку.
Ливарна форма заповнюється металом через канали, називані литниковой системою. Заповнення форми металом може бути вільним — під дією сили ваги металу, або примусовим — під дією відцентрових сил, вакууму або зовнішнього тиску.
Метал, заповнивши внутрішню порожнину форми, кристалізувається в ній і утворить литу заготівлю. Зовнішні обриси виливка утворяться стінками порожнини форми, а внутрішні порожнини, отвори, порожнечі, канали і складні поверхні утворяться за допомогою вставок у ливарні форми, називаними стрижнями.
Стрижні встановлюють усередину форми в процесі її складання перед заповненням металом, а потім після його кристалізації витягають із виливка. Стрижні і ливарні форми можуть бути разовими, що витримують однократне заповнення металом (їхній виготовляють на основі песчаных формувальних сумішей), і багатократними — постійними, що витримують багатократне заповнення металом (їхній виготовляють із металу або вогнетривких матеріалів).
Литий виріб може бути заготівлею, що вимагає механічної обробки перед складанням, або деталлю, що надходить на складання без попередньої механічної обробки.
Виготовлення форм і стрижнів у загальній трудомісткості виробництва литих заготівель складає 50-60 % . В даний час частка литья, отриманого з застосуванням машинного формування, складає приблизно 74 %, на автоматичних линиях-8 %, ручним способом-примерно 18 %.
Сучасне машино- і приладобудування вимагає виготовлення виливків різного призначення, різного ступеня складності, різних розмірів і з усіляких сплавів. У зв'язку з цим у промисловості одержало поширення велика кількість різноманітних процесів, кожний із який відрізняється своїми технічними й економічними можливостями. Усі способи одержання литих заготівель можна розділити на трьох групи.
1. Виготовлення виливків у разових формах, що витримують однократне заповнення металом: литье в сухі і сирі песчаные форми; литье в оболонкові (корковые) форми; литье по моделях, що виплавляються, (точне литье); литье по що газифікується (випалюваним) моделям; литье по моделях, що розчиняються, і ін.
2. Виготовлення виливків у багатократних (постійних) формах, що витримують багатократне заповнення металом: литье відцентровим способом; литье в кокиль (металеву форму); литье під тиском; литье вижиманням; литье намораживанием; безупинне литье, рідка штампування й ін.
3. Виготовлення виливків у комбінованих і полупостоянных формах, виготовлених із металу зі змінними песчаными стрижнями або з вогнетривких матеріалів: литье в облицьований кокиль; литье в кокиль із змінним стрижнем; відцентрове литье у футерованную изложницу або зі стрижневою вставкою; литье у форми з вогнетривких матеріалів (шамотные, керамічні, асбестно-цементные, графітові).
Область застосування перерахованих способів одержання литих заготівель визначається об'ємом і характером виробництва, вимогами до виливків по точності і шорсткості поверхні, технологічними особливостями і фізико-хімічними властивостями застосовуваних ливарних сплавів, вимогами якості до виливків, виходячи з економічної доцільності застосування того або іншого способу для кожного конкретного випадку і можливостей виробництва.
Класифікація способів литья по стійкості форм досить повно відбиває істоту явищ, що відбуваються при взаємодії металу і форми. Взаємодія металу і форми (тепловий і газовий обмін, умови кристалізації сплаву у формі, умови для заповнення форми металом і ряд інших) має вирішальне значення для формування структури і поверхні виливка, а отже, їхніх фізичних і експлуатаційних властивостей.
190
§ 2. КРИСТАЛІЗАЦІЯ СПЛАВУ
У ЛИВАРНІЙ ФОРМІ І ФОРМУВАННЯ ВИЛИВКА
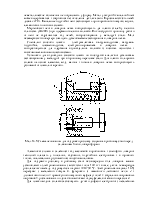
Кристалізація сплаву в ливарній формі відбувається під впливом великої кількості чинників:
хімічного складу розплаву, швидкості його охолодження, наявності штучних добавок і домішок у розплаві, властивостей ливарної форми і стрижнів. Процес структуро-образования — кристалізація протікає в два етапи. Розглянемо цей процес на прикладі залізовуглецевих сплавів (чавунів).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.