Введение
Машиностроение – важнейшая отрасль промышленности.
Технология машиностроения – это наука об изготовлении машин требуемого качества в установленном производственной программой количестве и в заданные сроки при наименьших затратах живого и овеществленного труда, т.е. при наименьшей себестоимости.
Одной из главных задач технологии машиностроения является изучение закономерностей протекания технологических процессов и выявление тех параметров, воздействие на которые наиболее эффективно для интенсификации производства и повышения его точности.
В ходе выполнения курсового проекта необходимо разработать технологический процесс сборки изделия, решить предлагаемые вопросы: выполнить анализ чертежей, определить тип производства, разработать последовательность и схему сборки. Также требуется разработать технологический процесс механической обработки детали, решить предлагаемые вопросы: выявить основные требования точности по чертежу детали; разработать маршрут обработки заготовки и т.д.
Сборка является заключительным этапом при изготовлении изделия.
Под сборкой понимают технологический процесс, при котором соединяют и фиксируют в пределах соответствующих норм точности, жесткости и технических условий всей детали, составляющей ту или иную сборочную единицу.
Технологический процесс сборки слагается из отдельных операций: соединения сопрягаемых деталей путем приведения в соприкосновение их основных и вспомогательных баз; проверки требуемой точности взаимного положения, осуществляемой с помощью контроля; внесения соответствующих исправлений путем регулировки и фиксации положения.
1. Разработка технологического процесса сборки
1.1 Анализ исходной информации
Различают базовую, руководящую и справочную исходную информацию.
Базовая
исходная информация – набор данных об изделии, которые содержатся в
конструкторской документации, а также в технических условиях на сборку и
изготовление изделия и детали.
Руководящая информация – требования к технологическим процессам,
оборудованию, технологической оснастке, а также к методам управления этими
процессами. Содержится в стандартах всех уровней, классификаторах информации,
производственных инструкциях, нормативных материалах, документации по охране
труда.
Справочная информация содержится в технологической документации опытного
производства, в описаниях прогрессивных методов изготовления и ремонта машин, в
различных каталогах, паспортах, справочниках, в методических материалах по
управлению технологическими процессами, а также в учебниках, учебных пособиях,
методических указаниях, монографиях и периодических изданиях.
1.2 Анализ сборочного чертежа
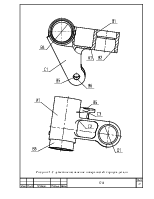
До начала разработки технологического процесса сборки необходимо тщательно изучить конструкцию собираемого узла (сборочной единицы), условия его работы, технические условия приемки и испытания.
Служебное назначение узла заключается в управлении стабилизаторами на боковых крыльях самолета. Исполнительными поверхностями узла являются: наружная цилиндрическая поверхность педали, наружные цилиндрические поверхности роликов толкателей, наружные цилиндрические поверхности поперечных тяг.
На чертеже достаточно проекций, разрезов, сечений. На чертеже указаны следующие посадки:
1) ø47 М7/l0 – сопряжение внутренней цилиндрической поверхности кронштейна и наружной поверхности подшипника качения. Посадка с натягом, обеспечивающая надежную и точную установку подшипника, исключающая зазоры и биение в процессе работы.
2) Ø30 М7/l0 – сопряжение внутренней цилиндрической поверхности кронштейна и наружной поверхности подшипника качения. Посадка с натягом, обеспечивающая надежную и точную установку подшипника, исключающая зазоры и биение в процессе работы.
Согласно техническим требованиям, указанным на чертеже:
1) отклонение от перпендикулярности оси В относительно поверхности А не более 0,025 мм;
2) отклонение от соосности оси Г относительно оси Б не более 1,2 мм;
3) допустимый зазор между толкателем К и упором клапана (1,2) 0,8…1,2мм;
4) допустимый зазор на упорах Г правых педалей не более 0,2 мм.
1.3 Оценка назначения и техническая характеристика изделия
Необходимо выполнить анализ узла, изучить, рассчитать, уточнить и скорректировать технические требования.
Согласно техническим требованиям, указанным на чертеже:
5) отклонение от перпендикулярности оси В относительно поверхности А не более 0,025 мм;
6) отклонение от соосности оси Г относительно оси Б не более 1,2 мм;
7) допустимый зазор между толкателем К и упором клапана (1,2) 0,8…1,2мм;
допустимый зазор на
8) упорах Г правых педалей не более 0,2 мм.
Расчет размерных цепей
Исходное звено: размер 30
Н11. 
1) Метод полной взаимозаменяемости
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.