Ось Z…………………………………………...380
Устройство смены инструмента с магазином:
число мест в магазине, шт…………………………………………………...32
Рабочий стол NC-наклонно-поворотный:
Поверхность зажима, мм……………………………………………...500х380
Расстояние между Т-образными пазами/размер, мм………………63/ 14 Н7
Крутящий момент (ось вращения), Н∙м………………………………….1100
Частота вращения стола,
мин![]() ……………………………………………..33
……………………………………………..33
Диапазон качания, град……………………………………………………..180
Точность задания и индикации, град…………………………………….0,001
Вес заготовки, кг……………………………………………………………330
Привод подач
АС-сервомоторы в цифровом исполнении для осей Х, Y, Z.
Скорость подачи, программируемая бесступенчато, мм/мин:
оси Х, Y, Z……………………………………………………………..до 20000
Точность задания, мм: оси Х, Y, Z……………………………………0,01
Ускоренный ход, м/мин: оси Х, Y, Z……………………………………...50
Режим наладки, мм/мин: оси Х, Y, Z………………………………..20-2000
Система измерения перемещений
Разрешающая способность, мм: оси Х, Y, Z……………………………0,001
Позиционный допуск для прямых измерительных систем, мм:
оси Х, Y, Z…………………………………………………………………0,010
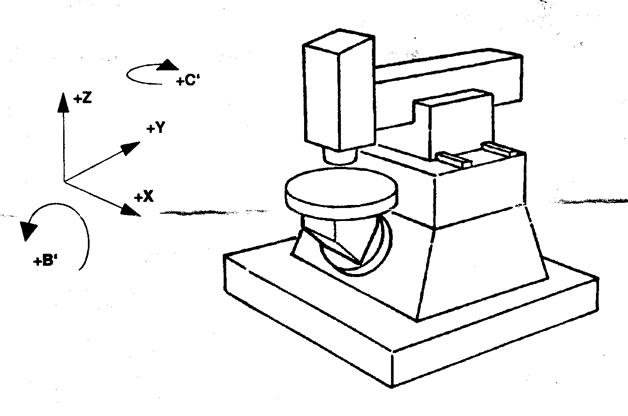
Направления движения
2.12 Выбор режущего инструмента
Анализируя исходные данные в соответствии с маршрутом технологических переходов, необходимо выбрать режущий инструмент.
Результат решения сведен в таблицу 3.
|
Таблица 3 – Выбор режущего инструмента |
||||
|
Номер операции |
Технологический переход |
Исходные данные |
Критерии и оценки |
Наименование режущего инструмента |
|
005 |
Фрезеровать деталь предварительно до поверхности 8 |
Маршрут технологических переходов, оборудование, метод обработки, точность обработки, шероховатость поверхности, тип производства, материал заготовки |
Ra 3.2 |
НМ90 Е90А-D20-2-C20 Фреза концевая ø20 R4 |
|
010 |
Фрезеровать поверхность 22 |
Ra 3.2 |
1251-2185 Фреза концевая ø20 |
|
|
015 |
Центровать поверхность 9 |
Ra 3.2 |
2317-0108 Сверло центровочное ø5 |
|
|
020 |
Сверлить поверхность 9 |
Ra 3.2 |
2301-00 Сверло ø29,5 |
|
|
025 |
Расточить поверхность 9 |
Ra 1.6 |
Расточной резец D10 2145-0631 ВК6 ГОСТ 25987-83 |
|
|
030 |
Фрезеровать деталь предварительно ниже поверхности 8 |
Ra 3.2 |
НМ90 Е90А-D20-2-C20 Фреза концевая ø20 R4 |
|
|
035 |
Фрезеровать поверхность 20 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 |
|
|
040 |
Фрезеровать поверхность 14, 15, 16 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 |
|
|
045 |
Фрезеровать поверхность 21 |
Ra 3.2 |
1251-2189 Фреза конце- |
|
|
вая ø20 R3 |
||||
|
050 |
Фрезеровать поверхность 1 |
Ra 1.6 |
1251-2128 Фреза концевая ø10 R3 |
|
|
055 |
Фрезеровать поверхность 10 |
Ra 1.6 |
1251-2185 Фреза концевая ø20 |
|
|
060 |
Фрезеровать поверхность 8 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 R3 |
|
|
065 |
Центровать поверхность 7 |
Ra 1.6 |
2317-0108 Сверло центровочное ø5 |
|
|
070 |
Сверлить поверхность 7 |
Ra 0.8 |
2301-00 Сверло ø20 |
|
|
075 |
Расточить поверхность 9 |
Ra 3.2 |
Расточной резец D10 2145-0631 ВК6 ГОСТ 25987-83 |
|
|
080 |
Фрезеровать поверхность 18 |
Ra 3.2 |
1251-2301 Фреза концевая ø16 |
|
|
085 |
Фрезеровать поверхность 5 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 |
|
|
090 |
Фрезеровать поверхность 6 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 |
|
|
095 |
Фрезеровать поверхность 6, 15 |
Ra 3.2 |
1251-2301 Фреза концевая ø16 |
|
|
100 |
Фрезеровать поверхность 5 |
Ra 3.2 |
1251-2189 Фреза концевая ø20 R3 |
|
|
105 |
Фрезеровать поверхность 2 до ребра |
Ra 1.6 |
1251-2145 Фреза концевая ø12 R3 |
|
|
110 |
Засверлить карман 2 |
Ra 3.2 |
1251-2145 Фреза концевая ø12 R3 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.