2.3 Установление связей станка и инструментов с
приспособлением
При установлении связей между станком, инструментами и приспособлениями уточняют выбор станка и инструментов, выявляют их присоединительные элементы для размещения и закрепления приспособлений, размеры этих элементов и решают вопрос об их взаимных связях.
При выборе станка и инструментов учитывают следующие условия: метод обработки, размеры заготовки, форму обрабатываемой поверхности, точность и шероховатость поверхности, припуск на обработку, тип производства.
Для установления связей станка и инструментов с приспособлением:
1) Наименование и модель станка: токарно-винторезный станок 1К62.
2) Частоты вращения шпинделя: прямых 12,5 – 2000 мин-1,
обратных 19 – 2420 мин-1.
3) Количество подач суппорта: 42
4) Выписать все значения подач станка:
Пределы продольных подач: 0,075 – 4,46 мм/об,
Пределы поперечных подач: 0,035 – 2,08 мм/об.
5) Наибольший наружный диаметр
обрабатываемой заготовки,
ограничиваемый станиной: 400 мм
6) Наибольший наружный диаметр
заготовки, обрабатываемой над станиной: 220 мм
7) Расстояние между центрами: 1000 мм
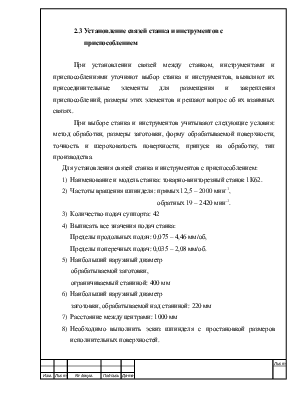
8) Необходимо выполнить эскиз шпинделя с простановкой размеров исполнительных поверхностей.
Рисунок 8 – Эскиз шпинделя токарно-винторезный станок 1К62
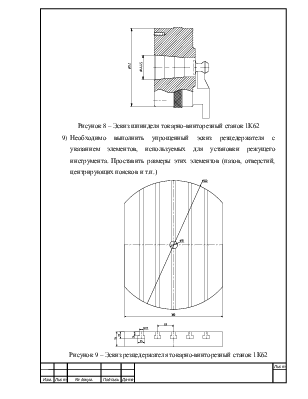
9) Необходимо выполнить упрощенный эскиз резцедержателя с указанием элементов, используемых для установки режущего инструмента. Проставить размеры этих элементов (пазов, отверстий, центрирующих поясков и т.п.)
Рисунок 9 – Эскиз резцедержателя токарно-винторезный станок 1К62
10) Для ориентации приспособления на данном станке применяется установочная цилиндрическая шпонка и установочный цилиндрический палец.
Рисунок 10 – Эскиз установочного цилиндрического пальца
11) Выбрать режущий инструмент. Выполнить эскиз и геометрию заточки.
а)
б)
Рис. 10 а) Сверло специальное 4010.25 на станок DMU-50
б) Форма заточки сверла для станков с ЧПУ
а)
б)
Рис. 11 а) Развертка специальная 3080.45 на станок DMU-50
б) Форма заточки развертки
12) Для крепления режущего инструмента в шпиндель станка используется оправка. Для данных инструментов применяются оправка.
Рис 12. Оправка SK 40
ISO 7388, Typ B для режущего инструмента с
конусностью ![]() 7:24
7:24
13) Выбрать измерительный инструмент в соответствии с точностью обработки. Этот размер можно проконтролировать пробкой.

Рис 13. Калибр пробка ø8Н7 ГОСТ 14810 – 69.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.