пропускании расхода Q = 2![]() Рабочая
жидкость - масло индустриальное. Условный проход подводящего канала при
скорости жидкости у = 4м/с.
Рабочая
жидкость - масло индустриальное. Условный проход подводящего канала при
скорости жидкости у = 4м/с.
Принимаем Dy= 25лш си = 45°
Средний диаметр
dcp=Dy+0,5; мм
Высота подъёма клапана:
 ;
см
;
см
 см.
см.
Жесткость пружины:
 =
700
=
700![]()
Сила пружины при предварительной деформации:
 = 9812,5 Н
= 9812,5 Н
Предварительная деформация:
 см
см
Давление закрытие клапана:
Рзакр = ; мПа
; мПа

Гистерезис клапана:
∆Ргист = Ро - Рзакр = 20-18,9 = 1,1м
Площадь опорной фаски:
 см2
см2
![]()
Давление на опорную фаску:


Клапан следует изготавливать
из стали 45 ![]() < 8ООмПа.
< 8ООмПа.
4.4 Расчёт трубопроводов, механизма подъёма
Определить условный проход сливной линии при расходе жидкости Q = 0,8""%. Скорость vжидкости в сливной линии принимаем равной 2 м/.,
тогда определяем по формуле условный проход.
Условный проход принимаем по ГОСТ 16516-70 Dy - 25мм. Скорость жидкости в трубопроводе:
 .
.
где dв- условный проход 22мм
Определение толщины стенки трубы диаметром D= 25мм из
корозийностойкой стали 12х18Н10Г. Максимальное давление рабочей жидкости 20мПа.
Для стали 12х18Н10Т![]() = 549мПа. Принимаем
запас прочности пв = 3.
= 549мПа. Принимаем
запас прочности пв = 3.
Допускаемое напряжение:

Отклонение по диаметру т +0,45мм ГОСТ 9941-72
Толщина стенки:
 =1,4мм.
=1,4мм.
2-183-106 Принимаем толщину δ = 2,5мм.
Внутренний диаметр трубопровода:
где v - скорость движения жидкости
Принимаем внутренний диаметр d= 22,5мм.
4.5 Определение объёма масленого бака
Емкость бака проверяется из условия ограничения температуры нагрева масла при работе. Количество выделяемого тепла зависит от величины потерянной мощности Nпот в гидросистеме: кВт
 =0,64
кВт
=0,64
кВт
где Ро - удельное давление в системе; мПа
Q- расход масла по насосу; /мин rjc- КПД системы
где g - подача за 1 оборот
п - частота вращения
η - объёмный КПД насоса
Количества тепла, выделяемого от потерянной мощности в час.
![]() пот=860
* Nпот;-%, (4.27)
пот=860
* Nпот;-%, (4.27)
![]() пот=860-0,64
= 550,4-%,
пот=860-0,64
= 550,4-%,
![]() действ
= к *
действ
= к * ![]() пот(4.28)
пот(4.28)
где к - коэффициент, учитывающий действительную работу гидросистемы в час, к = 0,3
![]() действ=0 1-SS0 4 = 165 12кин/
действ=0 1-SS0 4 = 165 12кин/
Необходимый объём бака:
V =  ; дм3
; дм3
где tx- допустимая температура нагрева масла, С0 t2- температура окружающей среды, С0
V = 
5. Технологическая часть
5.1 Возможные дефекты детали
Разработать технологический процесс ремонта вала ролика, количество деталей в партии 16 штук.
Дополнительные данные: износ поверхности по диаметру 40 составляет 0,3мм.
Восстановить: вибродуговой наплавкой.
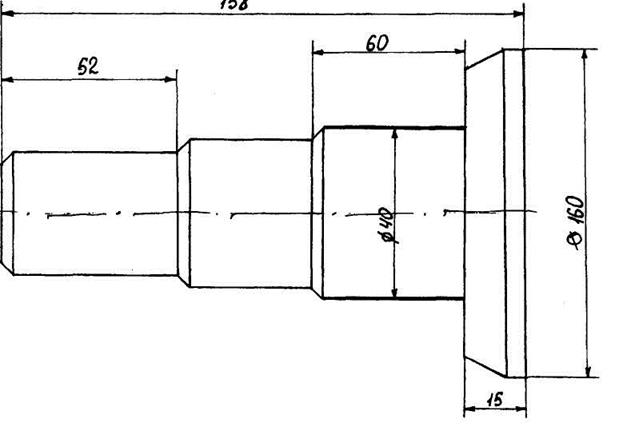
Наименование детали: вал ролика. Количество деталей на машину: 4 штуки. Материал: сталь 45
Таблица 5.1 - Дефекты детали
|
№ позиции по 1 |
Наименов ание дефектов |
Способ установления дефектов и измерительный инструмент |
Размер, мм |
Заключение |
||
|
По чертежу |
Допустимые без ремонта в сопровождении с деталью |
|||||
|
Новой |
Бывшей в эксплуатации |
|||||
|
Износ по поверхно СТИ И 0 0мм |
Замер микрометром 25-50мм |
04О-и'О1/ |
039,97 |
Менее 039,97мм ремонтирова ть |
||
5.2 Порядок операций переходов при ремонте детали
Порядок операции и переходов выбираем с учетом величины износа данной поверхности, материала детали, требуемой точности обработки и шероховатости поверхности. Учитывая незначительный износ указанной поверхности назначаем следующий порядок операций и переходов. 1 .Наплавка вибродуговая
1.1 Наплавить изношенную поверхность с в 39,7мм до 0 45,7мм 2.Токарная
2.1 Точить наплавленную поверхность с 0 45,7мм до 0 41мм, черновая.
2.2 Точить наплавленную
поверхность с 0 41мм до 0 40мм, под номинальный
размер, чистовая.
5.3 Наплавка вибродуговая
В качестве оборудования для автоматической вибродуговой наплавки выбираем наплавочную головку модели ОКС-152 с низковольтным генератором АНД 500/250, с напряжением 18-20 В, сила тока I- 100-250A, амплитуда колебания 1мм, вылет 6мм, установлена головка на суппорте переоборудование оборудованного станка, в качестве охлаждающей жидкости применяем 15% раствор технического глицерина, расход жидкости 0,5л/мин, наплавочная проволока СВ-08А ГОСТ-2246-70.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.