В момент, когда необходимая длина резьбы достигнута, кулачок на командоаппарате нажимает на конечный выключатель, который через реле отключает муфту ЭМl и включает муфту ЭМ2. Инструментальный шпиндель начинает вращаться в ту же сторону, что и рабочий, но с большей частотой. Благодаря этому инструментальный шпиндель получает (относительно рабочего) вращение, необходимое для свинчивания инструмента:
nс.свинч.
= nи.ш.
+ nр.ш=
nр.ш ·
![]() ·
· ![]() ·
· ![]() ·
· ![]() - nр.ш=
nр.ш(
- nр.ш=
nр.ш(![]() ·
· ![]() ·
· ![]() - 1),
- 1),
откуда
![]() =
= ![]() ·
· ![]() · (
· (![]() ).
).
Переключение привода с режима свинчивания на режим нарезания происходит в момент переключения ускоренного вращения распредвала на рабочее.
Привод развертывания обеспечивает вращение инструментального шпинделя в ту же сторону, что и рабочий шпиндель, но с меньшей частотой вращения. Скорость определяется разностью частот вращения рабочего и инструментального шпинделей. Привод осуществляется от центрального вала по цепи:
Центральный вал – IY
- ![]() ·
· ![]() ·
· ![]() - инструментальный
шпиндель ХIХ
- инструментальный
шпиндель ХIХ
(р – число зубьев сменного колеса).
Далее можно рассмотреть некоторые особенности управления и инструкции станка. На левом конце распредвала расположен барабан управления механизмами подачи и зажима прутка. Затем к распредвалу крепится кривошип мальтийского механизма. Мальтийский крест поворачивается на ¼ часть оборота. Вращение передается по цепи
![]() ·
· ![]() ·
· ![]() =
= ![]()
Шпиндельному блоку, который, как видим, поворачивается на 1/6 оборота.
Далее на распределительном валу и на связанном с ним передачей валу ХII расположены кулачки, осуществляющие движения поперечных суппортов.
Закрепленное на распредвалу коническое колесо 60 через колеса 24 приводит во вращение циклоуказатель.
На распределительном валу смонтированы также барабан независимой осевой подачи инструментальных шпинделей, зубчатое колесо привода командоаппарата и барабан привода продольного суппорта.
Надо обратить внимание и на конструктивную особенность шпиндельного блока. Перед началом поворота блока в специальные плоскости, выполненные на ложе блока, подается под давлением масло. Блок приподнимается на 0,08-0,1 мм и в таком состоянии поворачивается. Таким образом предотвращается износ опорных поверхностей.
Подробнее о станке см. в литературе /12,17,26/.
Изучив описанные станки, студент легко сможет самостоятельно разобраться в кинематике и устройстве других автоматов подобного типа.
На рис.14 дается кинематическая схема токарного многорезцового полуавтомата модели 1Н713. Разобраться в схеме можно, используя литературу /6,17/ и лекционный материал.
5. Рассмотрение особенностей станков с ЧПУ.
При изучении станков с ЧПУ следует обращать внимание на их кинематические и конструктивные особенности. Многие станки с ЧПУ создаются на базе обычных универсальных станков, например, токарный станок модели 16К20Ф3 создан на базе универсального токарно-винторезного станка модели 16К20.
Изучая станок с ЧПУ, прежде всего надо установить, на базе какого станка он создан и тип системы программного управления (классификацию систем программного управления см., например, в литературе /16,24/). Станки с ЧПУ могут иметь весьма существенные конструктивные и кинематические особенности. Их компоновка может иметь принципиальное отличие от компоновки универсальных и других станков без ЧПУ. Значительно отличаются и условия эксплуатации станков с ЧПУ.
Следует учитывать, что станки с ЧПУ являются, как правило, полуавтоматами, т.к. они обеспечивают автоматический цикл работы, загрузка у них ручная (если, конечно, станок не оснащён автоматическим загрузочным устройством или не работают в паре с промышленным роботом).
Технологические возможности станков, оснащённых системами ЧПУ, существенно расширяются. Кинематические цепи приводов отдельных движений упрощаются; эти приводы являются автономными; координация движения осуществляется через программу.
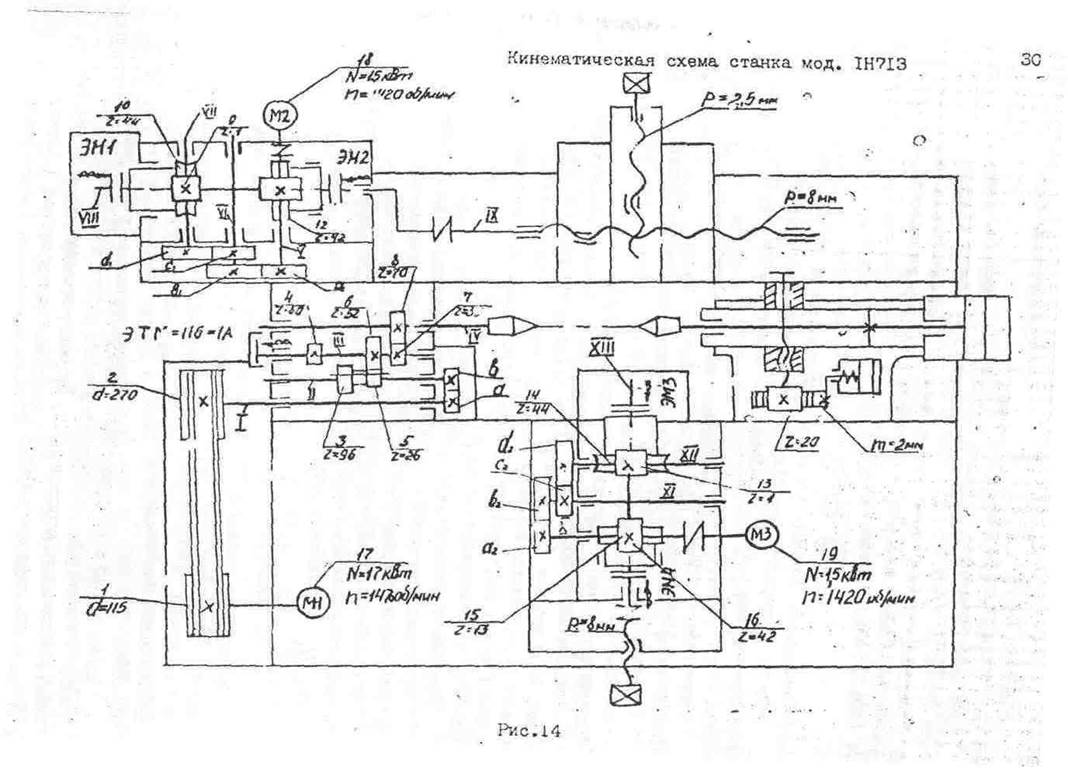
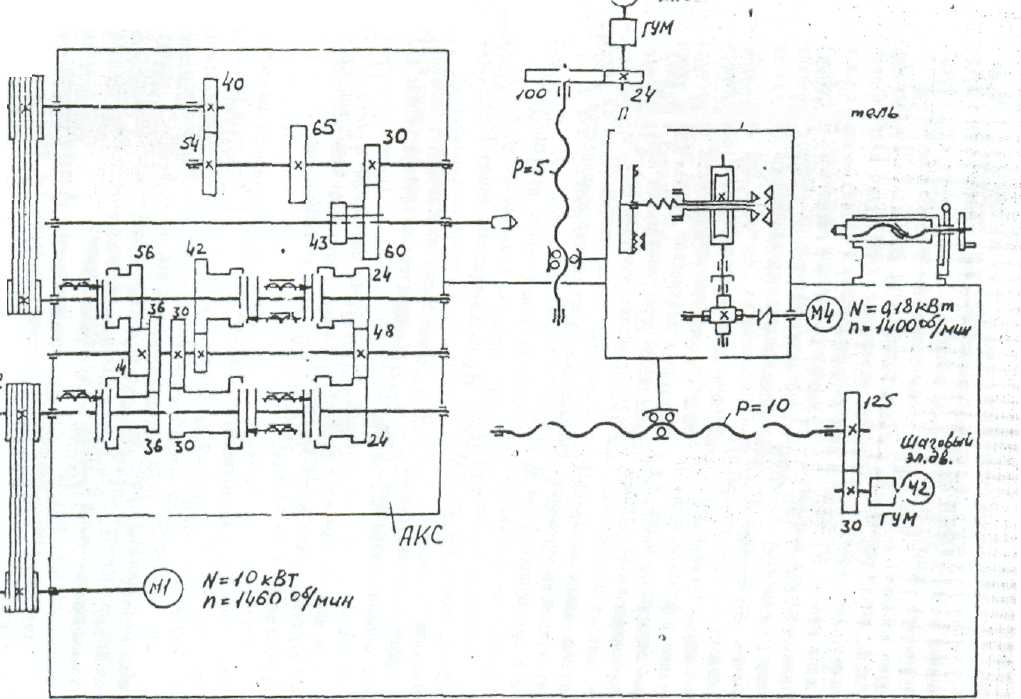
Кинематическая Схема токарного многорезцового полуавтомата мод. IH713
Рис. 15
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.