В шпиндельном блоке автомата одновременно обрабатывается шесть прутков. Время обработки во всех позициях должно быть одинаковым. При каждом повороте шпиндельного блока на 1/6 часть оборота со станка сходит одна готовая деталь. Станок имеет привод главного движения, обеспечивающий вращение рабочих шпинделей с прутками. Движения подачи суппортов осуществляется (как и в одношпиндельном автомате) от кулачков, расположенных на распределительном валу. При необходимости в четырех верхних позициях на соответствующих гранях продольного суппорта могут устанавливаться инструментальные шпиндели для сверл, разверток, резьбонарезного инструмента. Они получают движение подач, независимые от продольного суппорта.
Система управления станком включает распределительный вал и командоаппарат. За один оборот распределительного вала осуществляется цикл обработки. За время цикла распредвал вращается с двумя скоростями 6 быстро и с рабочей скоростью. Во время быстрого хода осуществляются вспомогательные движения : быстрый отвод всех суппортов от детали; разжим заготовки; подача прутка до упора; зажим прутка и отвод упора; расфиксация шпиндельного блока; поворот шпиндельного блока в следующую позицию; фиксация шпиндельного блока; быстрый подвод суппортов. Быстрый ход занимает по углу поворота распредвала 2150, рабочий ход-1450.
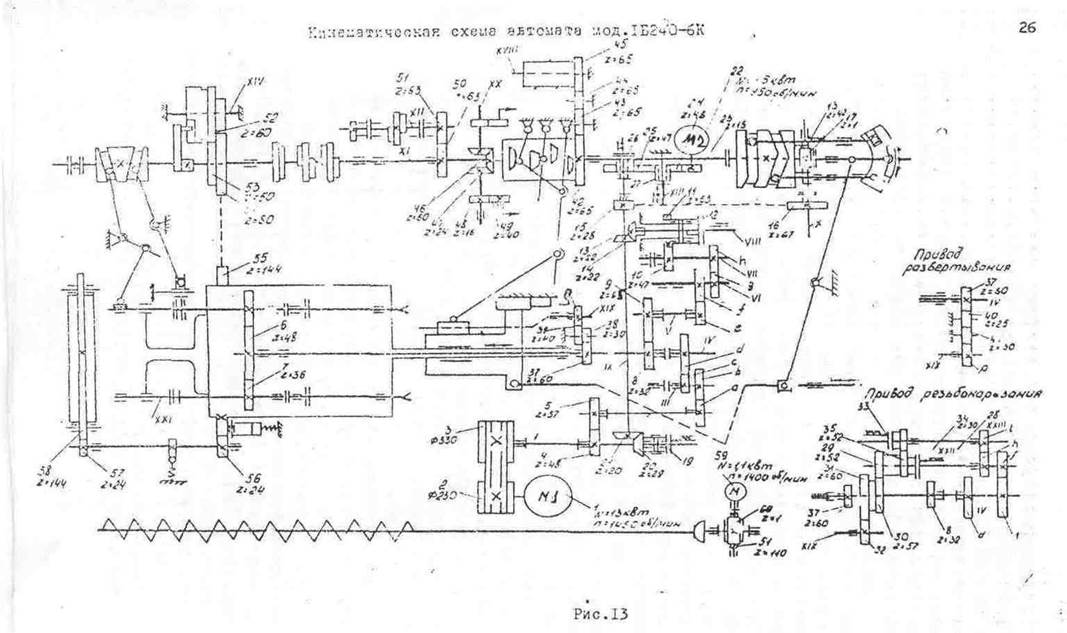
Теперь можно перейти к рассмотрению кинематики станка (рис.13). главное движение – вращение рабочих шпинделей с прутками заимствуется от электродвигателя МI мощностью 13 кВт и идет по цепи:
nшп.=1450
· ![]() · 0,985 ·
· 0,985 · ![]() ·
· ![]() ·
· ![]() ·
· ![]() ,
,
Откуда передаточное отношение сменных колес
![]() ·
· ![]() =
= 
Привод вращения распредвала может осуществляться по трем кинематическим цепям:
Рабочее идет от центрального вала по цепи
![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() ;
;
быстрое вращение вал получает от главного электродвигателя по цепи, минуя сменные колеса:
nр.в.в.=
1450 · ![]() · 0,985 ·
· 0,985 · ![]() ·
· ![]() ·
· ![]()
![]() 14,5 об/мин;
14,5 об/мин;
наладочное вращение идет от электродвигателя М2 мощностью 1,5 кВт по цепи:
nр.в.в.=
950 · ![]() ·
· ![]() ·
· ![]() 3,2 об/мин.
3,2 об/мин.
Включение и выключение соответствующих вращений осуществляется с помощью электромагнитных муфт, управляющих командоаппаратом. Барабан командоаппарата связан с распредвалом зубчатыми колевами: 65-65-65-65; таким образом, передаточное отношение цепи от распредвала до барабана равно единице. На барабане командоаппарата установлены кулачки, воздействующие на конечные выключатели, которые управляют автоматическим циклом аппарата.
Особый интерес представляет работа
быстросверлильного и резьбонарезного устройств. Быстросверлильный шпиндель
получает вращение от центрального вала через передачи ![]() ·
· ![]() (s
– число зубьев сменного колеса). Вращение этого шпинделя обратное вращению
рабочего шпинделя, поэтому скорость сверления определяется относительной
скоростью, равной сумме скоростей рабочего (основного) - nр.ш.
–
и быстросверлильного – nб.с.ш.
шпинделей:
(s
– число зубьев сменного колеса). Вращение этого шпинделя обратное вращению
рабочего шпинделя, поэтому скорость сверления определяется относительной
скоростью, равной сумме скоростей рабочего (основного) - nр.ш.
–
и быстросверлильного – nб.с.ш.
шпинделей:
nс = nр.ш. + nб.с.ш. .
Кинематическая цепь от рабочего шпинделя до быстросверлильного будет
nб.с.ш.=
nр.ш.
· ![]() ·
· ![]() ·
· ![]() ,
,
поэтому
nс
= nр.ш.
+ nб.с.ш. .
· ![]() ·
· ![]() ·
· ![]() = nр.ш.
·
(1 +
= nр.ш.
·
(1 + ![]() ),
),
откуда число зубьев сменного колеса
s=![]() .
.
При рассмотрении резьбонарезного устройства следует учесть, что его привод состоит из двух кинематических цепей – нарезание резьбы и свинчивания инструмента. Цепь нарезания правых резьб является цепью свинчивания левых резьб и наоборот.
Кинематическая цепь вращения резьбонарезного шпинделя ХIХ, несущего метчик или плашку, заимствуется от центрального вала IY. Эта цепь при нарезании правых резьб может быть записано так:
Вал IY
- ![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() – шпиндель ХIХ.
– шпиндель ХIХ.
При этом муфта ЭМl включена, а ЭМ2 выключена.
При нарезании правых резьб инструментальный шпиндель вращается в ту же сторону, что и рабочий шпиндель, но с меньшей частотой. Благодаря этому инструментальный шпиндель вместе с инструментом вращается навстречу рабочему шпинделю с относительной частотой, равной разности частот вращения рабочего (nр.ш) и инструментального (nи.ш) шпинделей:
nс
= nр.ш.
+ nи.ш=
nр.ш
- nр.ш -
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() ·
· ![]() = nр.ш
· (1 - ·
= nр.ш
· (1 - · ![]() ·
· ![]() ·
· ![]() ·
· ![]() ),
),
откуда
![]() ·
· ![]() = ·
= · ![]() ·
· ![]() (1 –
(1 – ![]() ).
).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.