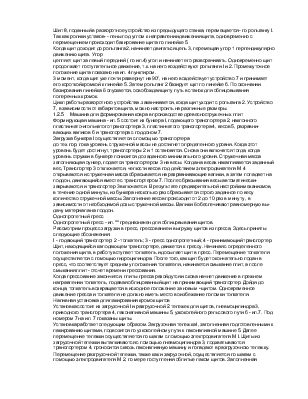




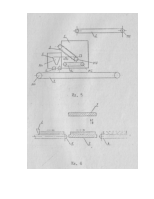

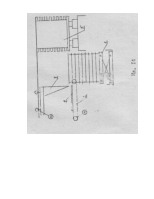

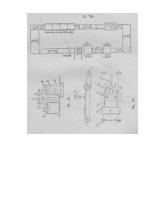












Шит 8, поданный в разворотное устройство из предыдущего станка, перемещается- по рольгангу I. Так как ролики уставов- - лены под углом к направлении движения щита, одновременно с перемещением происходит базирование щита по линейке 5.
Когда щит доходит до рольганга 2, начинает двигаться цепь 3, перемещая упор 1 перпендикулярно движению щита. Упор
цепляет щит за левый передний ( по ил.4) угол и начинает его разворачивать. Одновременно щит продолжает поступательное движение, т.к. на него воздействуют рольганги I и 2. Промежуточное положение щита показано на ил. 4 пунктиром.
3 момент, когда щит ухе почти развернут на 90°, на него воздействует устройство 7 и принимает его короткой кромкой к линейке 5. Затем рольганг 2 базирует щкт по линейке б. По окончании базирования линейка 6 опускается, освобождая щиту путь в станок для облицовывания поперечных кромок.
Цикл работы разворотного устройства .заканчивается, когда щит уходит с рольганга 2. Устройство 7, в зависимости от габаритов щита, можно настроить на различные размеры.
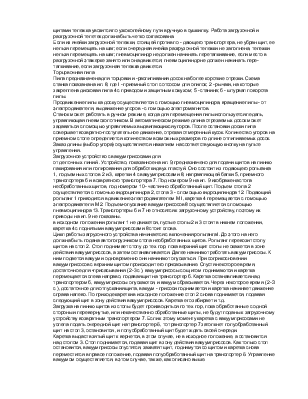
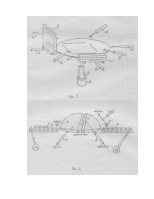
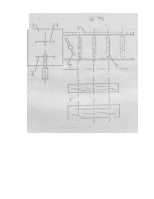
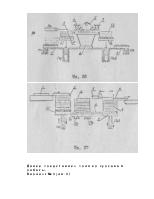
1.2.5 Машина для формирования ковра в производстве древесностружечных плит
Формирующая машина - ил. 5 состоит из бункера I, подающего транспортера 2, наклонного пластинчато-игольчатого транспортера 3, пластинчатого транспортера 4, весов 5, разравнивающих валиков б и транспортера с поддоном 7.
Загрузка бункера I осуществляется с помощью транспортера
до тех пор, пока уровень стружечной массы не достигнет определенного уровня. Когда этот уровень будет достигнут, транспортеры 2 и 1 остановятся. Снова они включатся тогда, когда уровень стружки в бункере понизится до заданного минимального уровня. Стружечная масса заполняющая оункер, подается транспортером 3 на весы. Когда на весах накапливается заданный вес, Транспортер 3 отключается, челюсти весов под действием электродвигателя М 4 открываются и стружечная масса сбрасывается на разравнивающие валики, а затем попадает на поддон, двигающийся вместе с транспортером 7. После сбрасывания весы автоматически- закрываются и транспортер 3 включается. В результате предварительной настройки механизмов, в течение одной минуты, из бункера несколько раз сбрасывается строго заданное по весу количество стружечной массы. Заполнение весов происходит от 2 до 10 раз в минуту, в зависимости от необходимой дозы стружечной массы. Валики 6 обеспечивают равномерную выдачу материала на поддон.
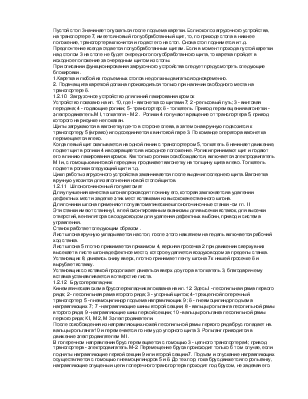
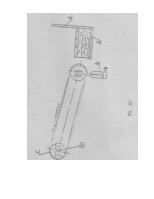
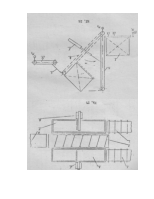
Однопролетный пресс
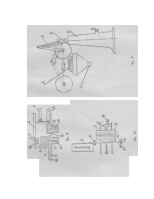
Однопролетный пресс - ил. 44 предназначен для облицовывания щитов.
Рассмотрим процесс загрузки в пресс, прессование и выгрузку щитов из пресса, Здесь приняты следующие обозначения:
I - подающий транспортер; 2 - толкатель; 3 - пресс однопролетный; 4 - принимающий транспортер.
Щит, находящийся ка подающем транспортере, движется к прессу. Начиная с определенного положения щита, в работу вступает толкатель и досылает щит в пресс. Перемещение толкателя осуществляется с помощью гидроцилиндра. После того, как щит будет окончательно подан в пресс, что соответствует среднему положения толкателя, начинается смыкание плит, а после смыкания плит - отсчет времени прессования.
Когда прессование закончится, плиты пресса разойдутся и скова начнет движение в прежнем направлении толкатель, подавая облицованный щит на принимающий транспортер. Дойдя до конца, толкатель возвращается в исходное положение за новым • щитом. Одновременное движение пресса и толкателя не должно иметь место во избежание поломки толкателя.
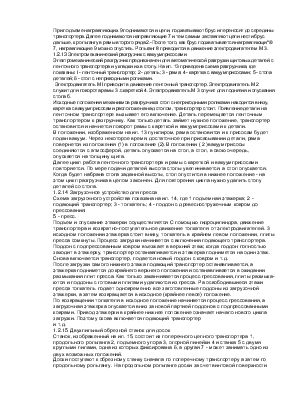
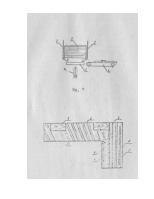
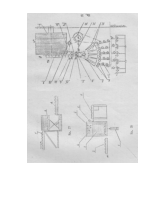
Наливная установка для лакирования кромок щитов
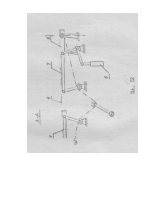
Установка состоит из загрузочной I и разгрузочной 2 тележек для щитов, пневмоцилиндра 3, приводного транспортера 4, лаконаливной машины 5, узкоколейного рельсового пути б - ил.7. Под номером 7 на ил. 7 показаны щиты.
Установка работает следующим образом. Загрузочная тележка I, заполненная подготовленными к лакированию щитами, подвозится по узкоколейному пути к лаконаливной машине 5. Далее перемещение тележки осуществляется по шагам с помощью электродвигателя М I. Щиты из загрузочной тележки выталкиваются с помощью пневмоцилиндра 3, подхватываются транспортером 4, проносится сквозь лаконаливную машину и попадают в разгрузочною тележку. Перемещение разгрузочной тележки, также как и загрузочной, осуществляется по шагам с помощью электродвигателя М 2, по мере поступления облитые лаком щитов. Заполненная щитами тележка увозится по узкоколейному пути вручную в сушкилку. Работа загрузочной и разгрузочной телетек должна быть четко согласована.
Если из ячейки загрузочной тележки, стоящей против по - дающего транспортера, не убран щит, ее нельзя перемещать на шаг; если очередная ячейка разгрузочной тележки не заполнена, тележки нельзя перемещать на шаг; пневмоцилиндр не должен начинать переталкивание, если место в разгрузочной этажерке занято или она движется; пневмоцилиндр не должен начинать переталкивание, если загрузочная тележка движется.
Торцовочная пила
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.