Как только верхний щит будет полностью убран со стопы II, стол снова поднимется, подавая на заданный уровень следующий необработанный щит. Сталкивать его можно будет тогда, когда предыдущий щит уйдет в шлифовальный станок на расстояние, равное длине щита. Так один за другим будут поданы в станок все щиты стопы2,и пустой стол опустится за новой стопой.
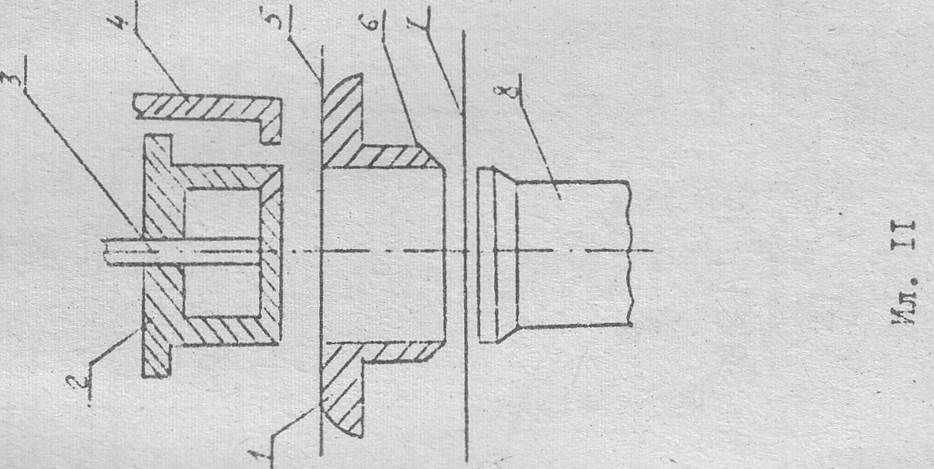
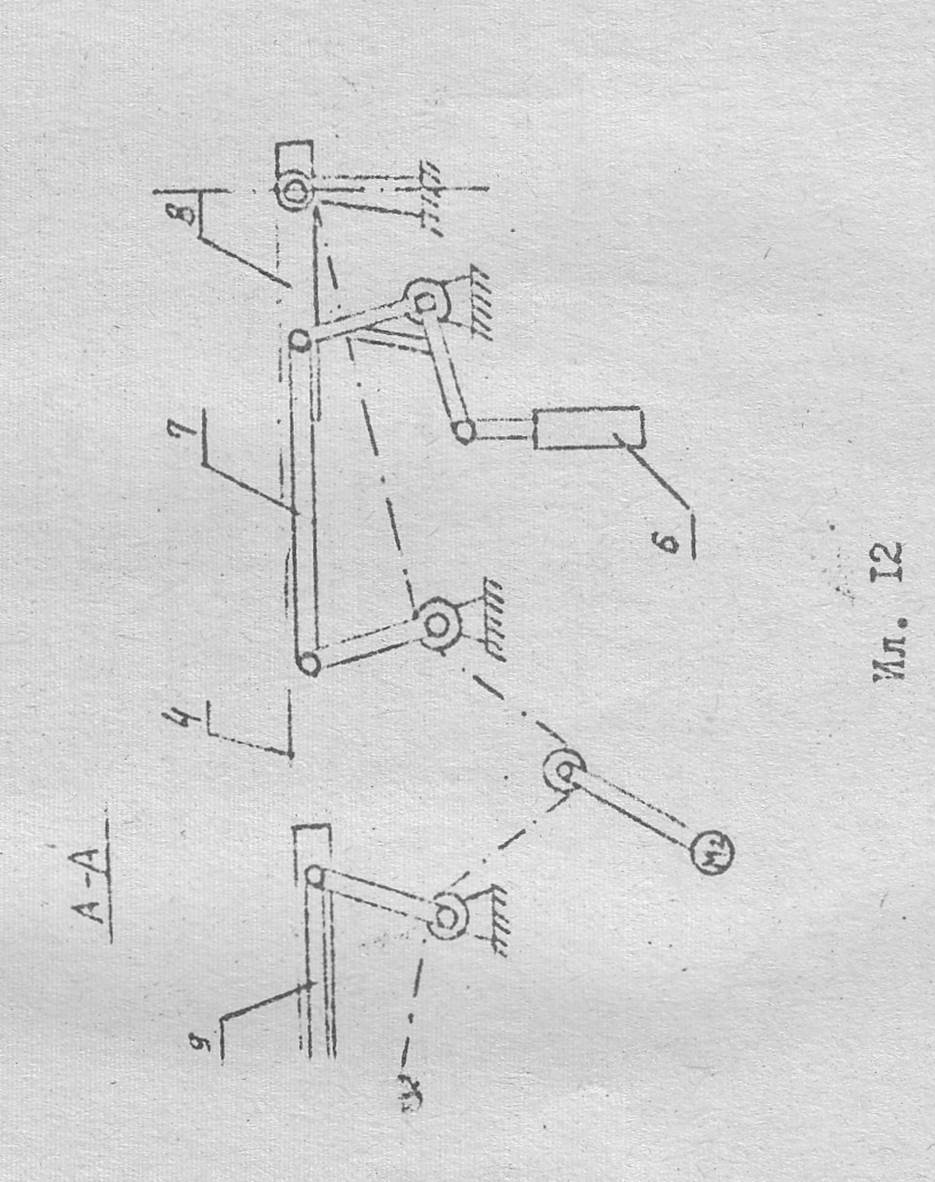
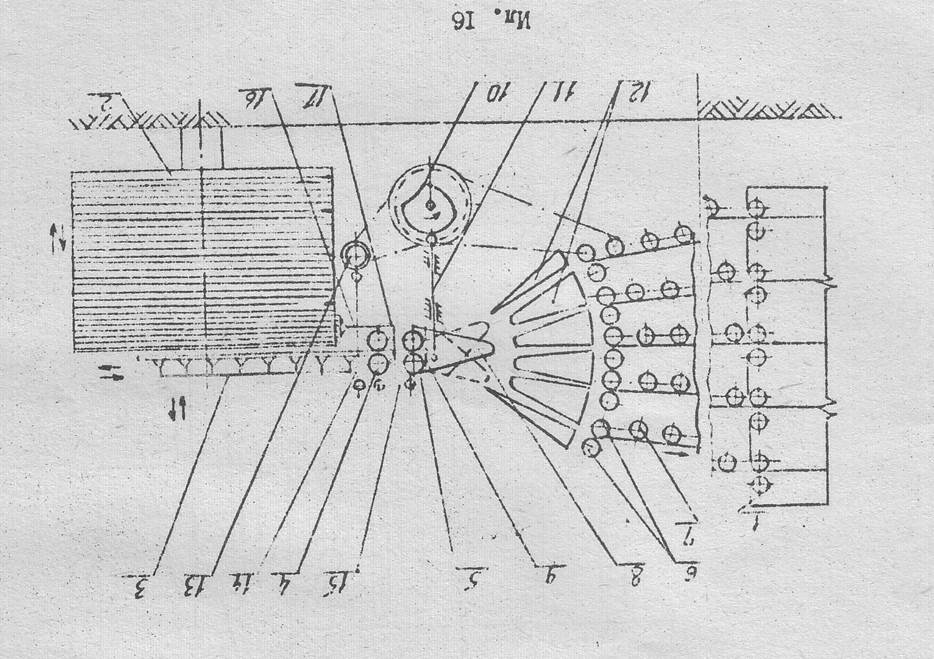
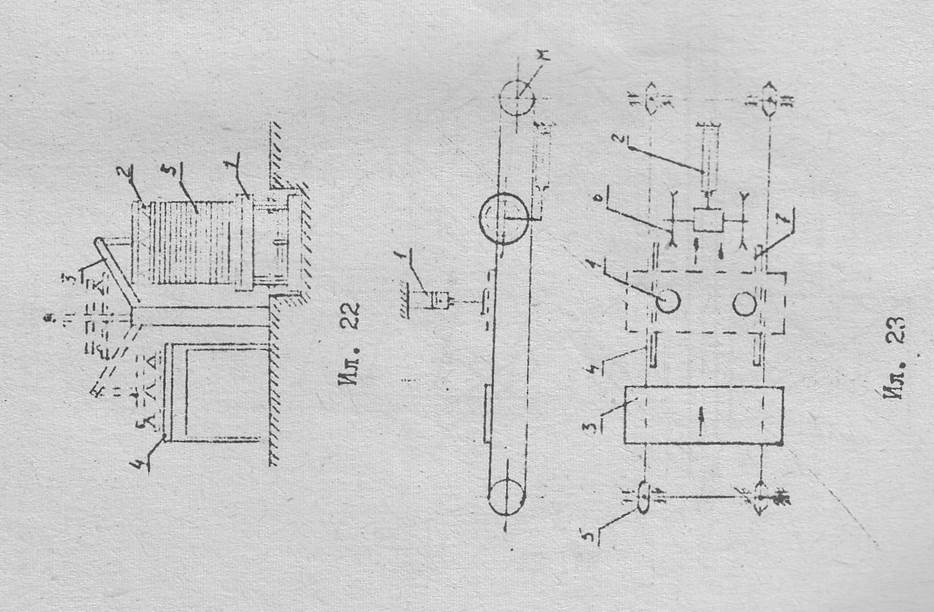
Обработанный щит, зажатый между транспортёром шлифовательного станка и роликами 7, подается на стол 8 разгрузчика. Как только щит полностью сойдет с транспортера и ляжет на стол 8, последний опустится на толщину щита и остановится. Следующий щит заставит стол опуститься еде. немного и т.д. на столе по мере поступления обработанных щитов, формируется стопа 12.
Когда стол с набранной стопой достигнет крайнего нижнего положения, вся линия должна быть остановлена на время вывоза стопы со стола на приемный рольганг 9. Более подробно работа разгрузчика описана в пункте 1.2.17 данного выпуска.
1.2.27 Буферное устройство
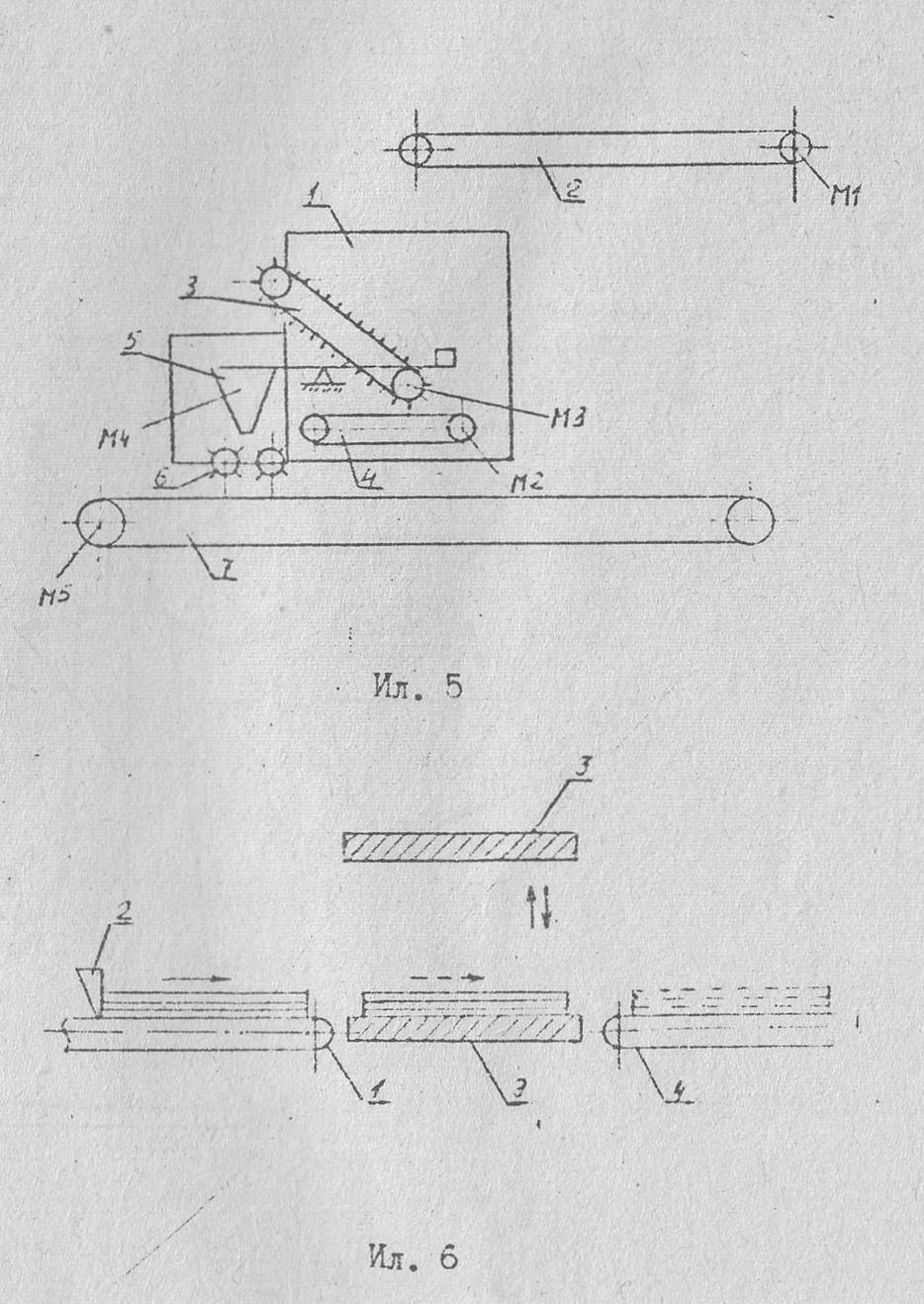
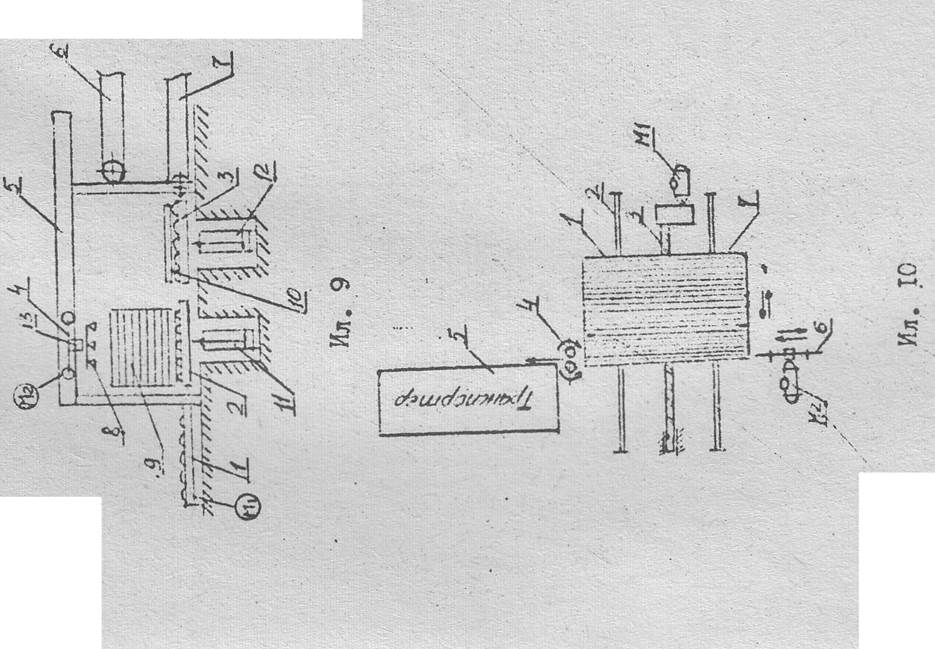
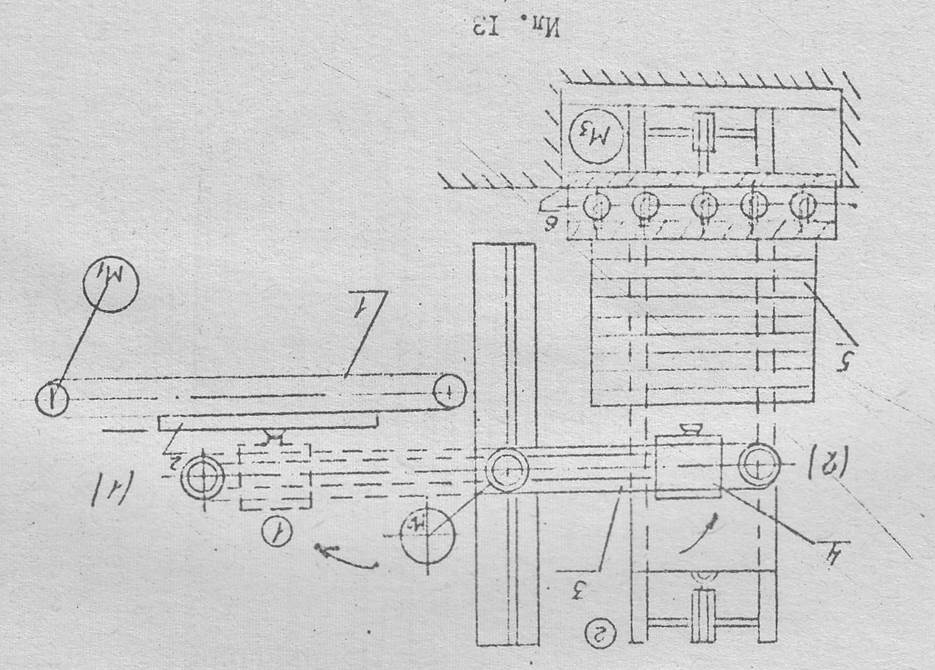
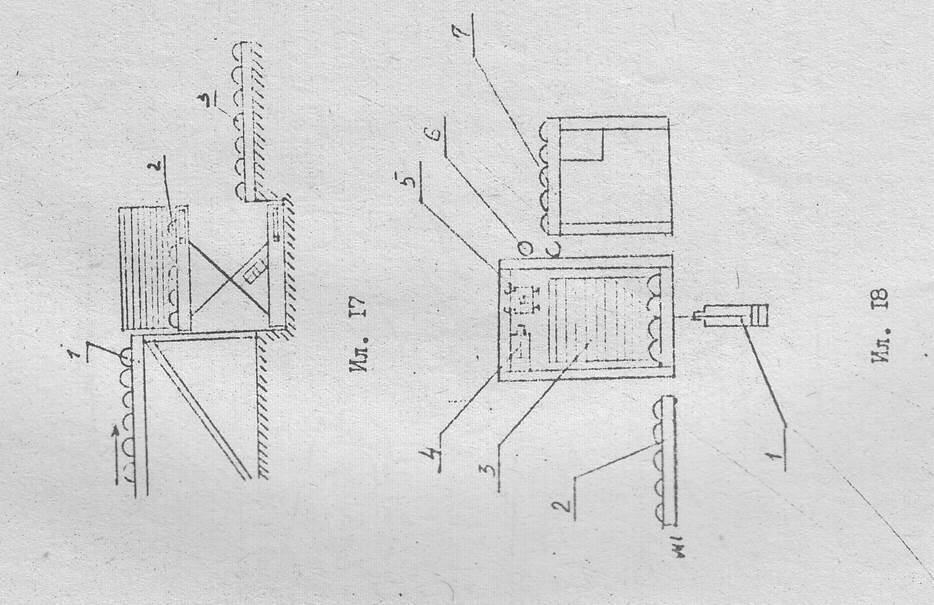
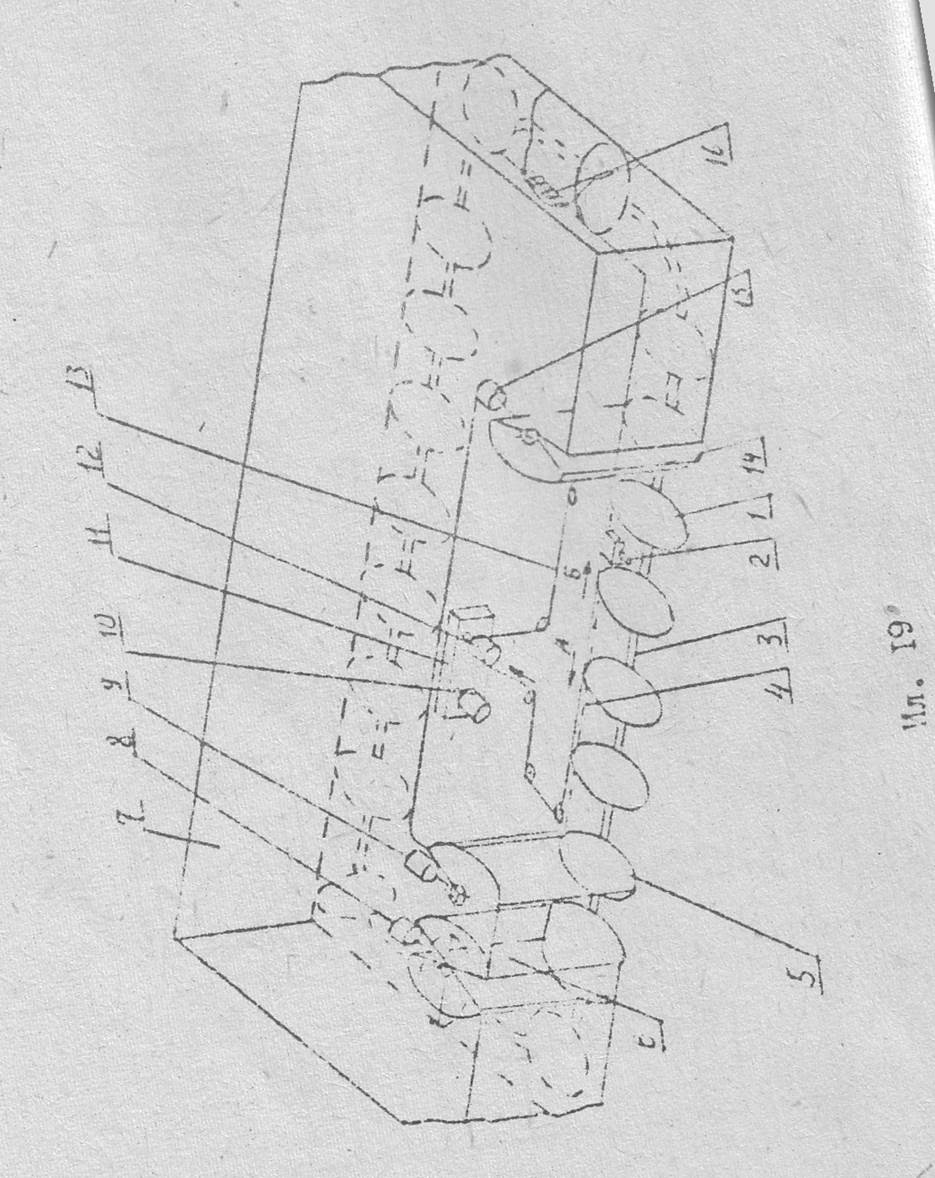
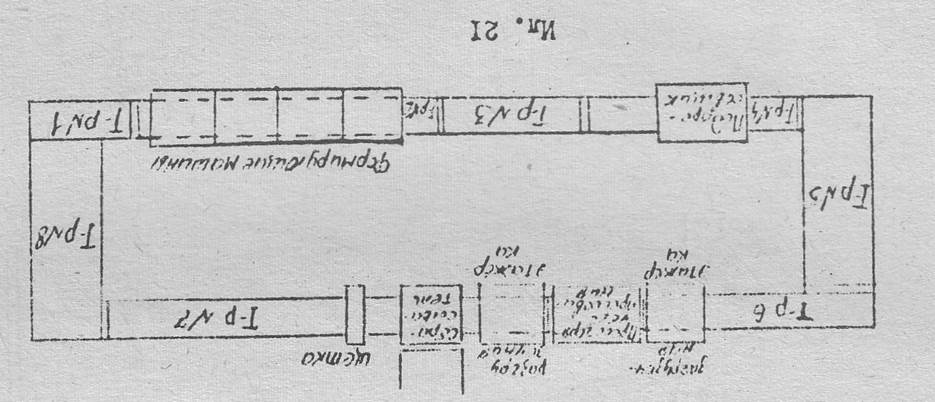
Устройство предназначено для встройки в линии обработки щитов между станками и участками, имеющими различную производительность. Схема буферного устройства показана на ил. 27, где 1 - щит выходящий из станка; 2 - стопа щитов на столе укладчика 10; 3 - стопа щитов на накопителе 7; 4 - верхний щит стопы 3 на столе питателя 9; 5 - сталкиватель; 6 - рольганг.
Подъем и опускание столов укладчика 10 и питателя 9 осуществляется с помощью гидроцилиндров ГЦ1 и ГЦ2 соответственно. Сталкиватель приводится в движение пневмоцилиндром ПЦ, рольганги - электродвигателями М1 и М2.
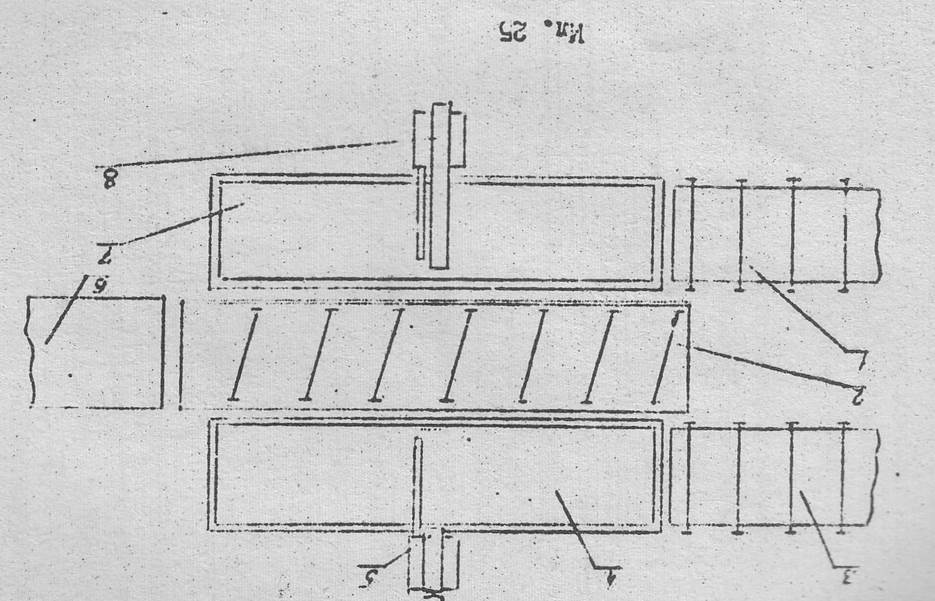
Щит 1 приходит от станка, стоящего перед буферный устройством, и попадает на стол 10 укладчика. Стол опускается на толщину щита и останавливается. Следующий щит вызовет новое опускание стола на толщину щита и т.д.
Стопа 2 будет накапливаться до тех пор, пока стол 10 не опустится в крайнее нижнее положение. Как только стол придет в крайнее нижнее положение, включится электродвигатель MI и стопа будет перевезена на рольганг накопителя 7. Освободившийся стол 10 поднимается для набора новой стопы щитов.
Если рольганг 6 и стоя питателя 9 будут свободны, то стопа переедет по рольгангу 6 (при этом включится электродвигатель М2) на стол питателя и стол начнет подниматься.
Пока щиты из стопы 8 выдаются по одному для последующей обработки, в укладчике происходит накопление следующей стопы. Вторая стопа со стола укладчика передается накопителем на рольганг 6 и там остается, если питатель не закончил выдачу щитов из предыдущей стопы.
Если, по каким-либо причинам, последующее оборудование не обработает ранее накопленные две стопы и будут набраны третья и четвертая стопы, то третья стопа хранится в накопителе 7, а четвертая прямо на столе укладчика. Произойдет переполнение буферного устройства. При нормальной работе оборудования такая ситуация встречаться не должна.
Далее представлен пример курсовой работы.
Вариант№3(ил.3)
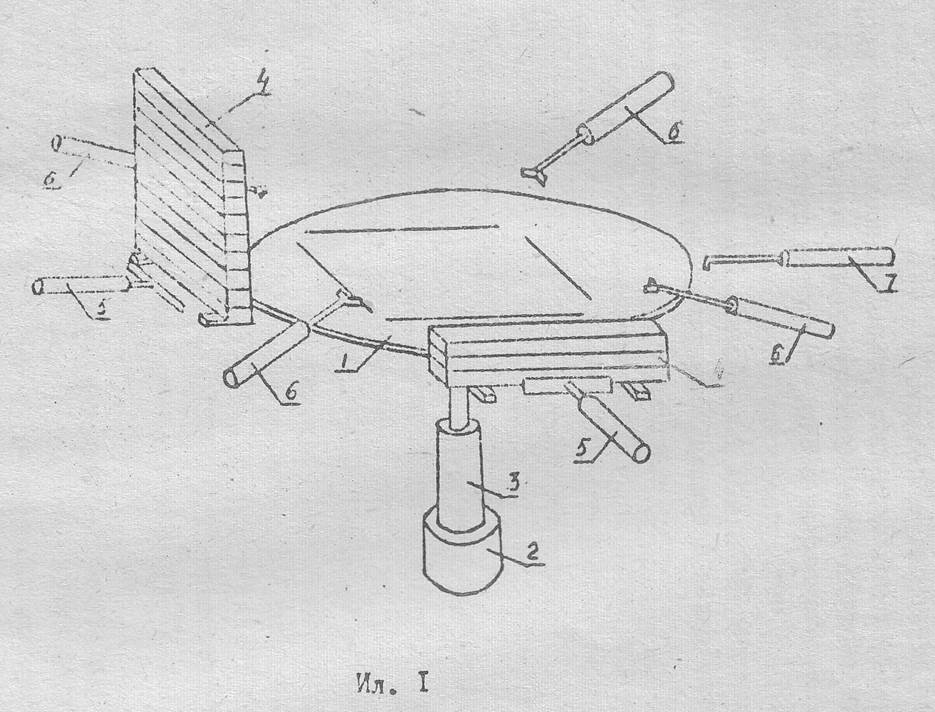
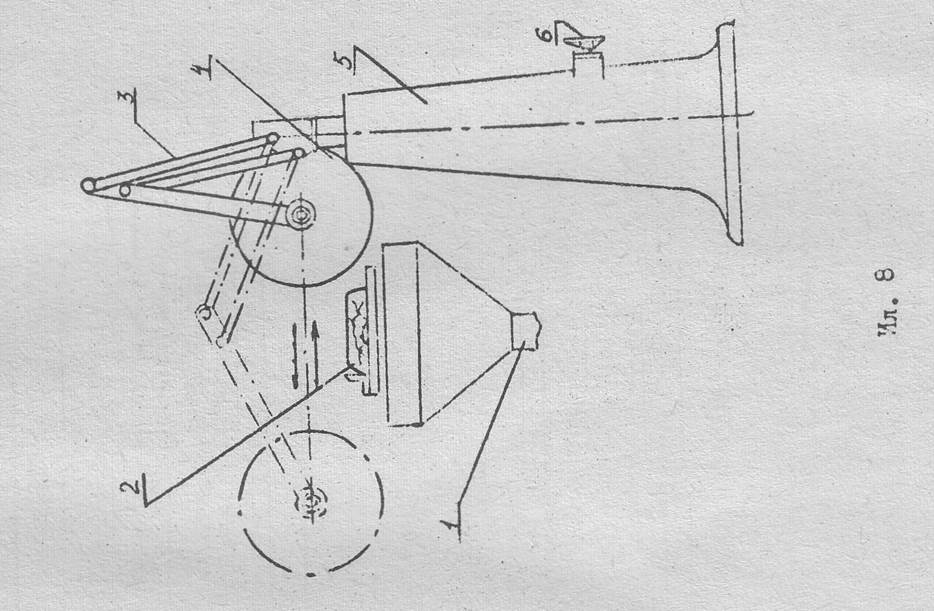
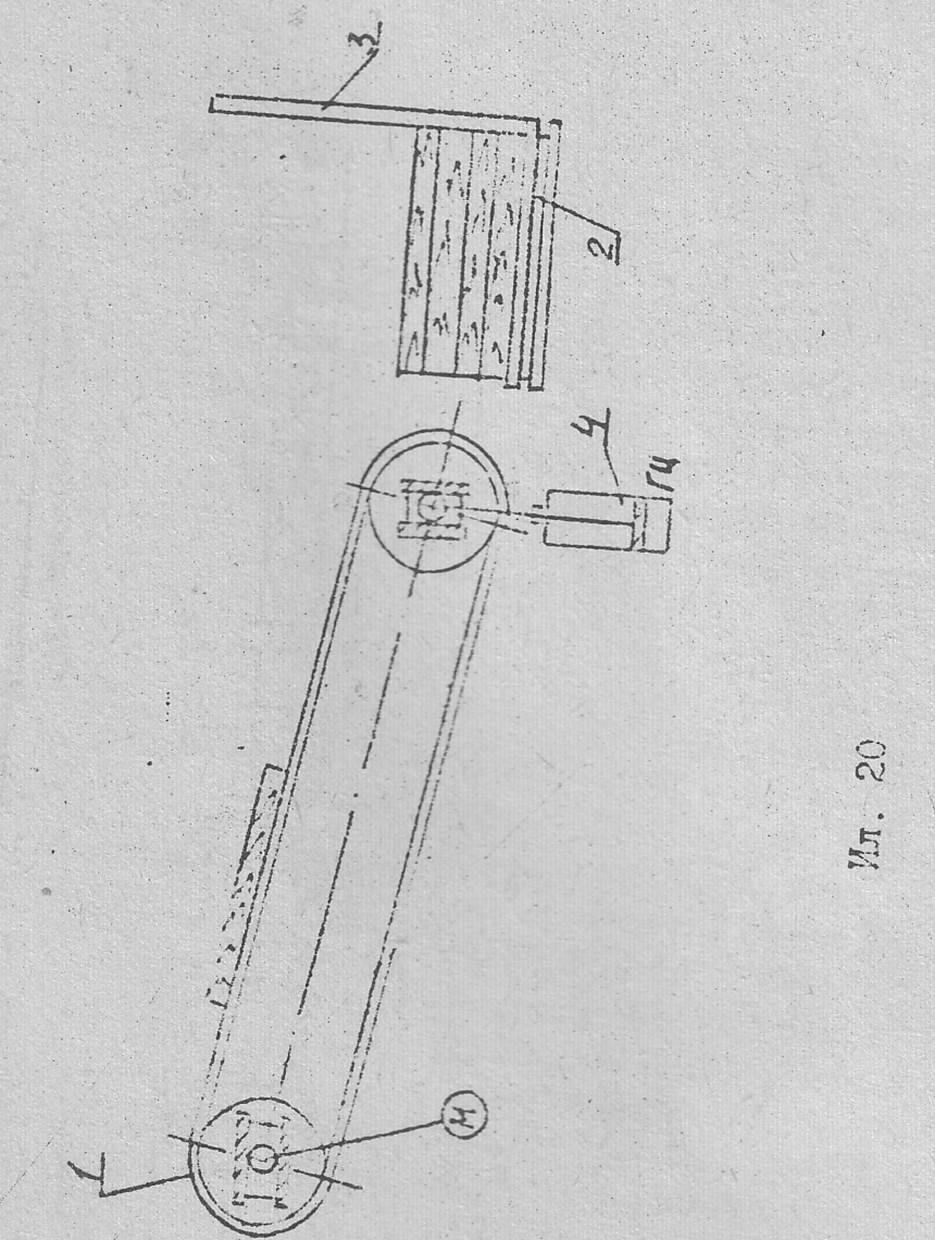
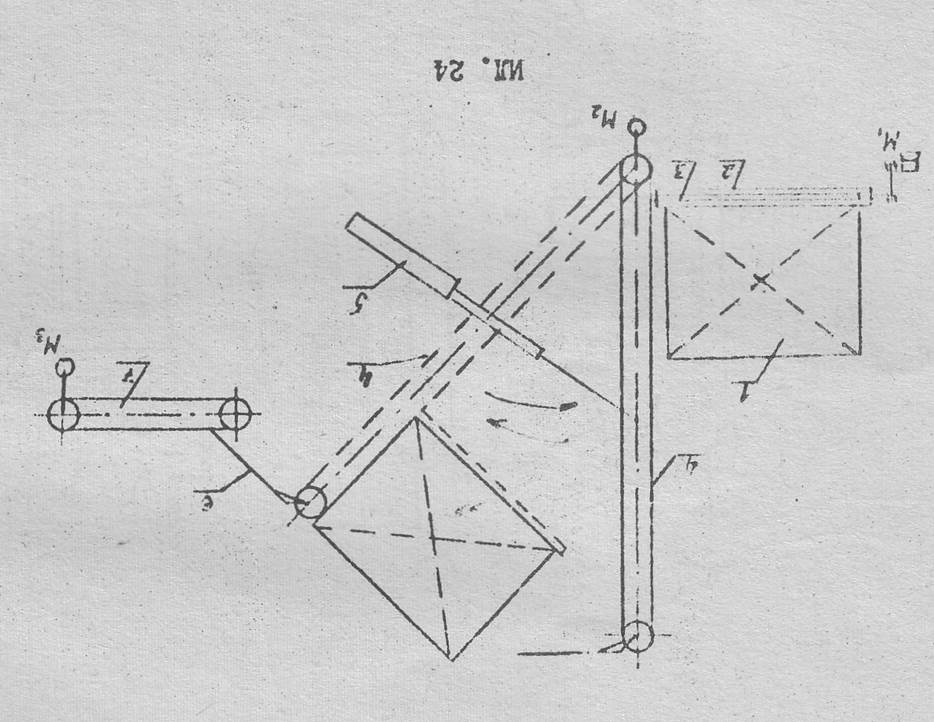
Накопитель щитов с верхним расположением стопы. Условия работы объектов управления:
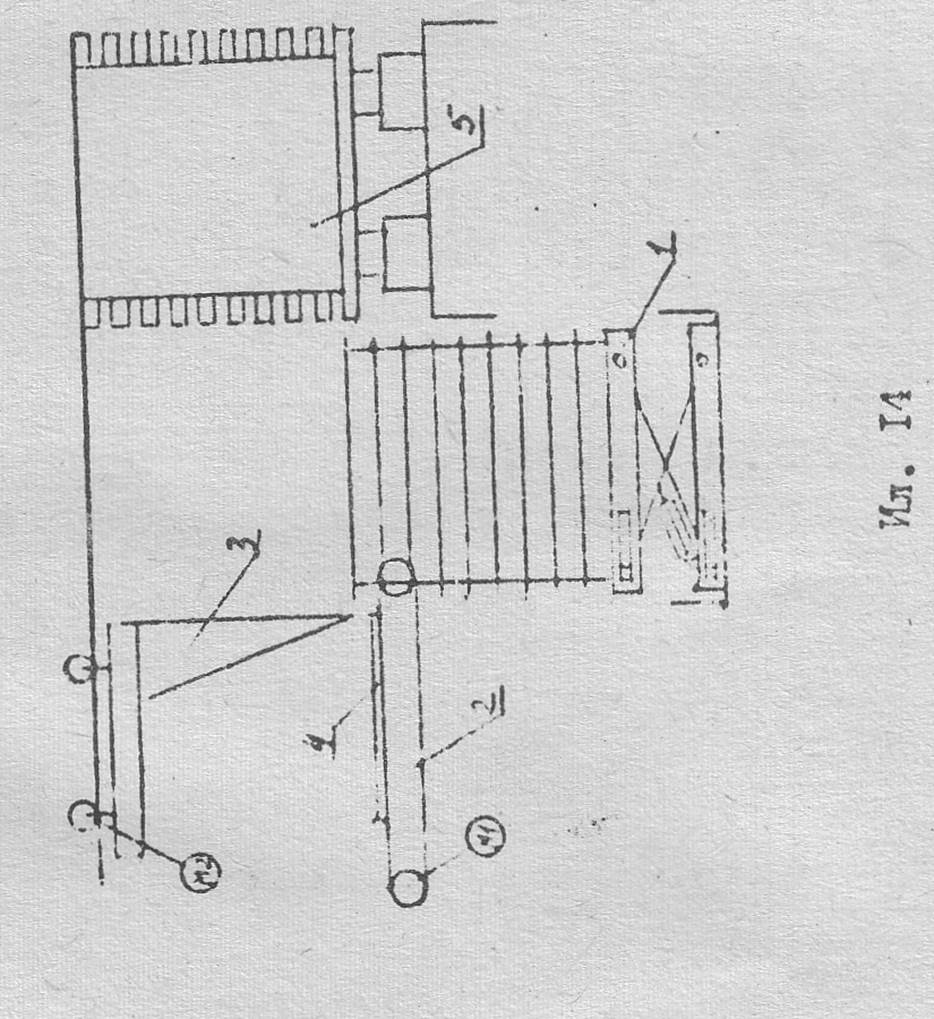
Схема накопителя представлена на рисунке. Он состоит из подъемного стола 1, направляющих 2, защелок 3. Перед началом цикла стол стоит внизу, стопы между направляющими нет. Щиты подаются на стол накопителя транспортером 4, не относящимся к накопителю.
Гидроцилиндр 6 подъема
стола может управляться двухмагнитным или одномагнитным двухпозионным гидрозолотником.
Поданный транспортером щит поднимается столом, проталкивается между защелками и становится первым щитом стопы.
Ход поршня гидроцилиндра выбран таким, чтобы поднять щит лишь немного выше Защелок. По приходе в верхнее положение стол реверсируется, опускается до крайнего нижнего положения и ждет прихода нового щита. Второй щит подается под первый и т.д. - стопа 5 щитов накапливается снизу. Набор стопы должен прекратиться, когда стопа достигнет заданной высоты.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.