Проверить наличие смазки в подшипниках вибровозбудителя путем прокачки смазочного материала (при достаточности смазки его излишек выступает из лабиринтных уплотнений корпуса подшипника или при отвинчивании пробок.
Смазать подшипники вибровозбудителя до появления смазочного материала из лабиринтных уплотнений.
При ежемесячном обслуживании проверить состояние:
- высокопрочных болтов крепления подшипников вибровозбудителя и фланцев поперечных связь-балок; подшипников вибровозбудителя и их лабиринтных уплотнений.

Рис. 2.2. Схема смазки грохота инерционного ГИТ-51 Б
При полугодовом техническом обслуживании и ремонте грохотов заменить смазочный материал подшипников 1 вибровозбудителя и
электродвигателя 2 согласно схемы смазки
(рис. 2.2), при этом:
- промыть керосином корпус подшипника (заливку произвести через места подвода смазочного материала);
- включить
электродвигатель и прокрутить вал в течение
2–3 мин, после чего керосин слить.
Промывку повторить несколько раз, затем заполнить корпус свежим смазочным материалом.
Не применять смазочных материалов несоответствующих марок, а также загрязненных или отработанных.
Разборку поперечных труб (связь-балок) проводить в следующей последовательности:
- для замены футеровочной резины или самих труб необходимо распрессовать с резинометаллических втулок 2 (рис. 2.3, а) фланцы 1 по обеим сторонам от бортовых стенок корпуса короба, для этой операции во фланцах предусмотрены два отверстия М20, куда вворачиваются отжимные болты;
- вначале демонтировать фланец, расположенный внутри короба (рис. 2.3, а, б), затем – фланец, расположенный с наружной стороны короба;
- после устранения дефектов обратное напрессовывание фланцев на резинометаллическую втулку производится стяжными болтами (рис. 2.3, в), причем каждая пара фланцев с внутренней и наружной сторон от бортовых стенок напрессовывается одновременно;
- перед напрессовкой наружную сопрягаемую поверхность резины резинометаллической втулки смазать сметанообразной водно-мыльной эмульсией для снижения усилия запрессовки и уменьшения возможности порчи изделия из-за отрыва резины от металлической разрезной гильзы;
- крепление фланцев поперечных связь-балок к бортовым стенкам необходимо производить высокопрочными болтами.
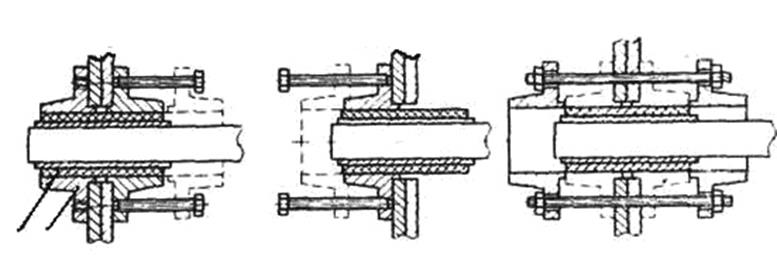
Рис. 2.3. Схема разборки связь-балки инерционного грохота
Перечень наиболее часто встречающихся или возможных неисправностей приведен в табл. 2.1.
Таблица 2.1
Перечень наиболее часто встречающихся неисправностей
|
Наименование неисправностей, внешнее проявление и дополнительные признаки |
Вероятные причины |
Метод устранения |
|
1. Температура подшипников превышает температуру окружающей среды более чем на 60 °С |
Трение корпуса подшипника о бортовину в результате ослабления болтов крепления. Трение вала о лабиринтное уплотнение торцовой крышки в результате износа подшипников. Отсутствие смазки в подшипниках |
Подтяните болты динамометрическим ключом. Замените изношенные подшипники: снимите вместе с корпусом и крышками с помощью отжимных болтов. Смажьте подшипники через пресс-масленку. |
|
2. Разность амплитуд колебаний правого и левого бортов короба более 0,5 мм |
Дебалансы установлены неправильно |
Установите правильно пальцы в правом и левом дебалансах |
|
3. Стук грохота |
Неравномерное питание грохота по ширине просеивающей поверхности. Ослабление крепления просеивающей поверхности |
Замените питатель или измените его положение. Подтяните болты крепления |
После ремонта в собранном виде вал вибратора должен проворачиваться от руки без заеданий – необходимо обеспечить посадки и выдержать зазоры в соответствии с требованиями технической документации; при постановке втулок на вал вибратора внутреннюю поверхность втулки смазать смазочным материалом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.