
































Целью изучения дисциплины - "Технология электрических машин" является получение теоретических и практических знаний организации производства отдельных элементов электрических машин, а также сборки и испытания готового изделия.
Дисциплина базируется на изученных ранее дисциплинах: химия, инженерная графика, материаловедение и обработка металлов, электротехнические материалы.
Общеобразовательный стандарт на специальность 180100 - электромеханика, требует, чтобы специалист имел представление:
- о технической подготовке и организации производства электрических машин и трансформаторов;
- о возможностях создания автоматизированных систем управления технологическими процессами;
- о специальном технологическом оборудовании, применяемом при производстве электрических машин и трансформаторов.
Инженер — электромеханик должен владеть методами расчета размерных цепей, методами расчета технологической точности отдельных сборочных единиц.
Все перечисленные навыки приобретаются на практических занятиях при решении конкретных технологических задач, разработанных в данной работе. Задание предусматривает выполнение части работы в аудитории под руководством преподавателя и закрепления полученных знаний самостоятельно с оформлением графической части согласно требованиям ЕСКД.
Первая задача, приведенная в данных методических указаниях, закрепит знания студентов по разделу допусков и посадок в электромашиностроении. Студенты научатся пользоваться таблицами допусков, графическому изображению допусков на эскизе. Практикуются в назначении посадок.
Вторая задача связана с расчетом размерных цепей в машинах постоянного тока. При этом используется метод максимума-минимума.
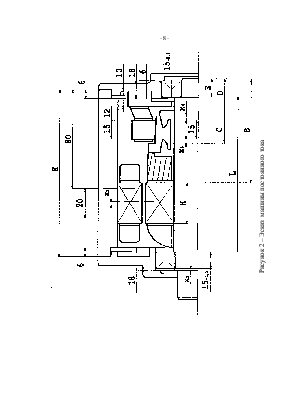
Третья задача посвящена выбору пресса, и расчету усилий при прессовке электротехнической стали, при последовательной штамповке на листоштамповочной установке.
Четвёртая и пятая задача посвящены теме намотки и пропитки обмоток электрических машин на современных автоматических пропиточных установках и намоточных станках.
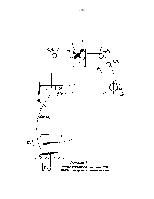
В шестой задаче студент изучает влияние качества пропитки на температуру пазовой части обмотки статора.
Все решаемые задачи знакомят студентов с современным производительным оборудованием и передовыми методами расчета и анализа технологических процессов. Полученные знания помогут решить будущему инженеру конкретные задачи на промышленных предприятиях электротехнической промышленности
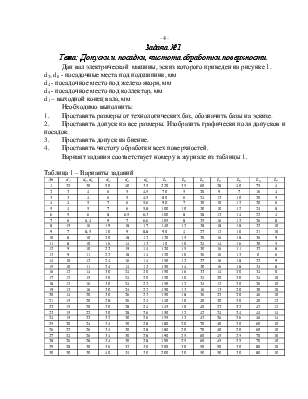
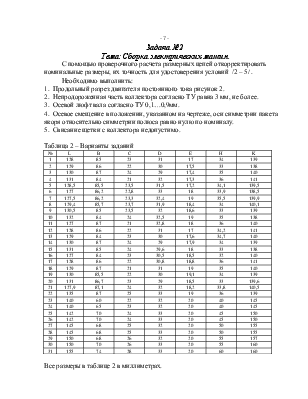
Задача №1
Тема: Допуски и посадки, чистота обработки поверхности
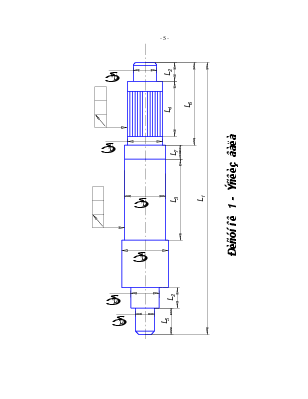
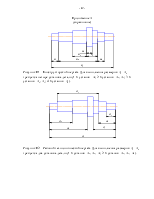
Дан вал электрической машины, эскиз которого приведен на рисунке 1.
d2, d6 - посадочные места под подшипник, мм
d4 - посадочное место под железо якоря, мм
d5 - посадочное место под коллектор, мм
d1 – выходной конец вала, мм
Необходимо выполнить:
1. Проставить размеры от технологических баз, обозначить базы на эскизе.
2. Проставить допуск на все размеры. Изобразить графически поля допусков и посадок.
3. Проставить допуск на биение.
4. Проставить чистоту обработки всех поверхностей.
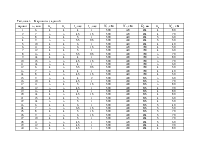
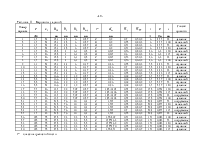
Вариант задания соответствует номеру в журнале из таблицы 1.
Таблица 1 – Варианты заданий
|
№ |
d1 |
d2, d6 |
d3 |
d4 |
d5 |
L1 |
L2 |
L3 |
L4 |
L5 |
L6 |
L7 |
|
1 |
25 |
30 |
50 |
40 |
35 |
220 |
35 |
60 |
28 |
40 |
75 |
4 |
|
2 |
3 |
4 |
6 |
5 |
4,5 |
70 |
5 |
20 |
9 |
7 |
16 |
4 |
|
3 |
3 |
4 |
6 |
5 |
4,5 |
80 |
6 |
24 |
12 |
10 |
20 |
5 |
|
4 |
4 |
5 |
7 |
6 |
5,6 |
90 |
7 |
30 |
10 |
12 |
20 |
6 |
|
5 |
4 |
5 |
7 |
6 |
5,8 |
100 |
10 |
30 |
10 |
12 |
24 |
8 |
|
6 |
5 |
6 |
8 |
6,5 |
6,3 |
100 |
8 |
28 |
12 |
14 |
22 |
4 |
|
7 |
6 |
6,4 |
9 |
7 |
6,6 |
105 |
8 |
35 |
16 |
12 |
26 |
8 |
|
8 |
15 |
16 |
19 |
18 |
17 |
140 |
12 |
38 |
18 |
18 |
32 |
10 |
|
9 |
7 |
8,5 |
10 |
9 |
8,8 |
90 |
4 |
27 |
12 |
10 |
21 |
10 |
|
10 |
8 |
10 |
20 |
18 |
12 |
120 |
15 |
30 |
16 |
18 |
36 |
9 |
|
11 |
8 |
10 |
16 |
14 |
12 |
10 |
10 |
24 |
14 |
16 |
30 |
5 |
|
12 |
9 |
10 |
22 |
19 |
14 |
120 |
15 |
30 |
16 |
11 |
32 |
8 |
|
13 |
9 |
11 |
22 |
18 |
14 |
120 |
10 |
36 |
16 |
12 |
0 |
6 |
|
14 |
10 |
12 |
24 |
16 |
14 |
150 |
12 |
37 |
16 |
18 |
32 |
9 |
|
15 |
10 |
11 |
24 |
14 |
12 |
150 |
14 |
30 |
16 |
18 |
34 |
8 |
|
16 |
12 |
14 |
30 |
24 |
20 |
150 |
16 |
32 |
14 |
20 |
34 |
0 |
|
17 |
12 |
15 |
30 |
24 |
20 |
150 |
10 |
34 |
20 |
20 |
34 |
10 |
|
18 |
13 |
16 |
30 |
24 |
22 |
150 |
12 |
34 |
12 |
20 |
26 |
10 |
|
19 |
13 |
16 |
30 |
24 |
22 |
150 |
13 |
16 |
13 |
20 |
30 |
10 |
|
20 |
14 |
20 |
30 |
26 |
23 |
150 |
18 |
36 |
22 |
20 |
46 |
10 |
|
21 |
15 |
20 |
28 |
26 |
24 |
140 |
10 |
40 |
20 |
20 |
40 |
12 |
|
22 |
15 |
20 |
30 |
28 |
24 |
145 |
10 |
40 |
22 |
22 |
42 |
12 |
|
23 |
15 |
22 |
30 |
28 |
26 |
150 |
12 |
42 |
24 |
24 |
44 |
14 |
|
24 |
15 |
22 |
32 |
30 |
26 |
155 |
12 |
42 |
26 |
26 |
46 |
14 |
|
25 |
20 |
24 |
34 |
30 |
28 |
180 |
20 |
70 |
40 |
20 |
60 |
10 |
|
26 |
22 |
26 |
34 |
30 |
28 |
180 |
20 |
70 |
40 |
20 |
60 |
10 |
|
27 |
24 |
26 |
34 |
30 |
28 |
190 |
25 |
60 |
45 |
25 |
70 |
10 |
|
28 |
26 |
28 |
34 |
30 |
28 |
190 |
25 |
60 |
45 |
25 |
70 |
10 |
|
29 |
28 |
30 |
36 |
32 |
30 |
200 |
30 |
50 |
50 |
30 |
80 |
10 |
|
30 |
30 |
30 |
40 |
34 |
30 |
200 |
30 |
50 |
50 |
30 |
80 |
10 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.