Таблица 7 - Максимальное допустимое натяжение
эмалированных круглых медных проводов
|
Диаметр провода, мм |
Тдоп (ГС) |
Диаметр провода, мм |
Тдоп (ГС) |
||
|
голого |
изолированного |
голого |
изолированного |
||
|
0,08 |
0,1 |
554 |
0,315 |
0,35 |
820 |
|
0,09 |
0,11 |
69 |
0,335 |
0,37 |
925 |
|
0,1 |
0,122 |
85 |
0,3655 |
0,395 |
1040 |
|
0,112 |
0,137 |
100 |
0,375 |
0,415 |
1160 |
|
0,125 |
0,147 |
120 |
0,4 |
0,44 |
1360 |
|
0,14 |
0,162 |
165 |
0,425 |
0,465 |
1500 |
|
0,15 |
0,18 |
190 |
0,45 |
0,47 |
1720 |
|
0,16 |
0,19 |
220 |
0,5 |
0,545 |
2120 |
|
0,17 |
0,2 |
245 |
0,56 |
0,615 |
2570 |
|
0,18 |
0,21 |
275 |
0,6 |
0,655 |
3060 |
|
0,2 |
0,23 |
340 |
0,63 |
0,69 |
3590 |
|
224 |
0,259 |
410 |
0,71 |
0,77 |
4140 |
|
0,25 |
0,285 |
530 |
0,75 |
0,815 |
4780 |
|
0,28 |
0,315 |
660 |
0,8 |
0,865 |
5440 |
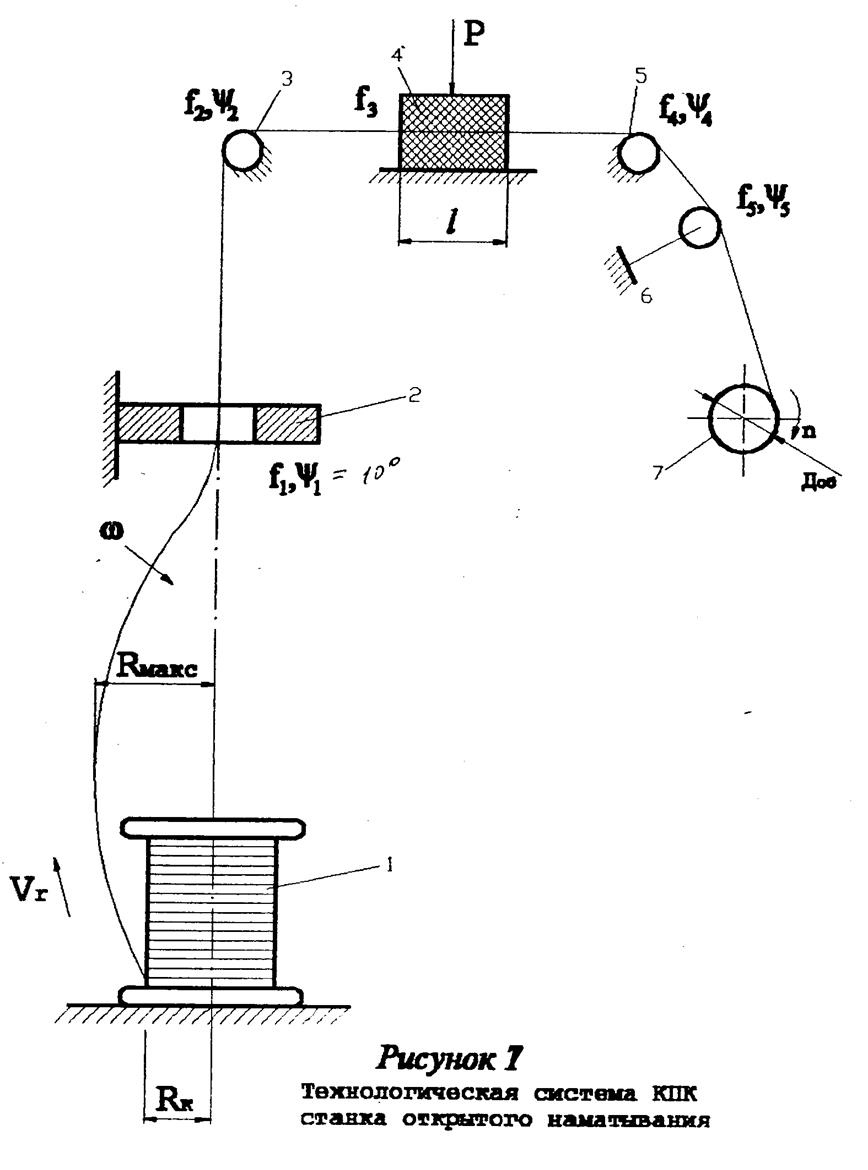
Предполагаемое статическое натяжение провода при расстройке станка, гс.
![]()
Форма баллона при осевом сматывании - полуволновая,
амплитуда синусоиды, образуемой баллонирующей частью провода, Рmax = 165 мм; радиус смоточной катушки Рк = 16 мм, для провода d ≤
0,28 и Рк = 150 мм на большие диаметры. Натяжение в точке схода провода со
смоточной катушки Тс = 8 гс; плотность меди ![]() =
8,55 г/см3 , ускорение свободного падения g
= 980 см/сек2; длина тормозных губок
=
8,55 г/см3 , ускорение свободного падения g
= 980 см/сек2; длина тормозных губок  (таблица
5).
(таблица
5).
Таблица 8 - Технические характеристики станков открытого наматывания
|
модель |
диаметр наматываемого провода, мм |
максимальный диаметр каркаса, мм |
длина наматываемой обмотки, мм |
скорость наматывания, вит/мин |
потребляемая мощность, кВт |
габаритные размеры станка, мм |
|
334 |
0,08 - 0,91 |
80 |
до 127 |
600 - 3000 |
2,2 |
1800 |
|
365 |
0,05 - 0,59 |
90 |
1 - 100 |
300 - 3000 |
2,5 |
1524 |
|
НР159 |
0,1 - 0,6 |
190 |
5 - 180 |
850 - 4900 |
0,45/0,6 |
1100 |
|
350 |
0,3 – 2 |
140 |
до 130 |
106 -2400 |
0,45 |
1055 |
|
М - 338 |
0,05 - 0,6 |
90 |
5 - 120 |
до 8000 |
0,5 |
1485 |
|
НР - 01 |
0,03 -0,1 |
70 |
1 - 250 |
до 6000 |
0,3 |
1500 |
|
НР - 03 |
0,25 - 0,5 |
70 |
1 - 250 |
до 3000 |
1 |
1500 |
|
Ме - 301 |
0,01 - 1,65 |
240 |
0,2 - 125 |
до 10000 |
0,37 |
85 |
|
ОГА - 1202 |
0,05 - 1,5 |
150 |
5 -125 |
800 - 5800 |
0,18 |
600 |
|
312 - АМ |
0,03 - 0,38 |
150 |
3 - 200 |
до 5000 |
0,25 |
1000 |
Таблица 9 - Рекомендуемые скорости при наматывании обмоток
|
диаметр наматываемого провода, мм |
диаметр обмотки круглого сечения или размер большей стороны, мм |
Количество витков в обмотке |
||||||||||
|
до 50 |
до 100 |
до 200 |
до 300 |
400 |
500 |
600 |
800 |
1000 |
Более 1000 |
|||
|
скорость наматывания, вит/мин |
||||||||||||
|
станки моделей 334, ЛМ - 6, 365 |
||||||||||||
|
15 - 40 |
500 |
800 |
1200 |
1600 |
2000 |
2400 |
3000 |
- |
- |
- |
||
|
0,08 - 0,2 |
40 - 60 |
- |
500 |
800 |
1100 |
1400 |
1700 |
2000 |
- |
- |
- |
|
|
60 - 80 |
- |
- |
500 |
700 |
900 |
1100 |
- |
- |
- |
- |
||
|
20-50 |
400 |
600 |
900 |
1200 |
1500 |
- |
- |
- |
- |
- |
||
|
0,21 - 0,29 |
50-80 |
300 |
400 |
600 |
800 |
1000 |
- |
- |
- |
- |
- |
|
|
80-125 |
- |
300 |
400 |
500 |
600 |
- |
- |
- |
- |
- |
||
|
0,31-0,81 |
90-125 |
- |
300 |
300 |
- |
- |
- |
- |
- |
- |
- |
|
|
станки моделей ПР - 159, ПР - 159М |
||||||||||||
|
0,09 - 0,2 |
15 - 30 |
850 |
850 |
1420 |
1700 |
2400 |
2840 |
4900 |
- |
- |
- |
|
|
30 - 60 |
850 |
850 |
850 |
1420 |
1700 |
2400 |
2840 |
- |
- |
- |
||
|
20 - 50 |
850 |
850 |
850 |
850 |
1420 |
1420 |
1700 |
- |
- |
- |
||
|
0,21 - 0,59 |
50 - 90 |
850 |
850 |
850 |
850 |
850 |
1420 |
1420 |
- |
- |
- |
|
Методические указания к выполнению задания
Для удобства решения технологическая система КПК преобразуется и разбивается на участки, что показаны на рисунке 8.
1.1 Наладка системы КПК на заданное натяжение, гс

Из этого уравнения удельная сила прижатия губок, гс/мм
где Т0 можно принять при статической настройке станка натяжение ведомой ветви равным нулю;
![]() -
длина тормозных губок, мм.
-
длина тормозных губок, мм.
1.2. Участок 1.
Натяжение провода при неподвижной катушке, гс.

В этой формуле скорость продольного движения провода (скорость сматывания), м/мин.
Угловая скорость баллонирующего участка провода равна, 1/сек.
Погонная масса баллонирующего участка провода равна, гс·сек2/см2
где Р – вес баллонирующего участка (гс),
![]() -
длина баллонирующего участка (при определении массы провода сократится), м;
-
длина баллонирующего участка (при определении массы провода сократится), м;
![]() -
плотность меди,
-
плотность меди, ![]() ;
;
![]() -
диаметр провода из таблицы 5.
-
диаметр провода из таблицы 5.
Определяем значение синуса угла:

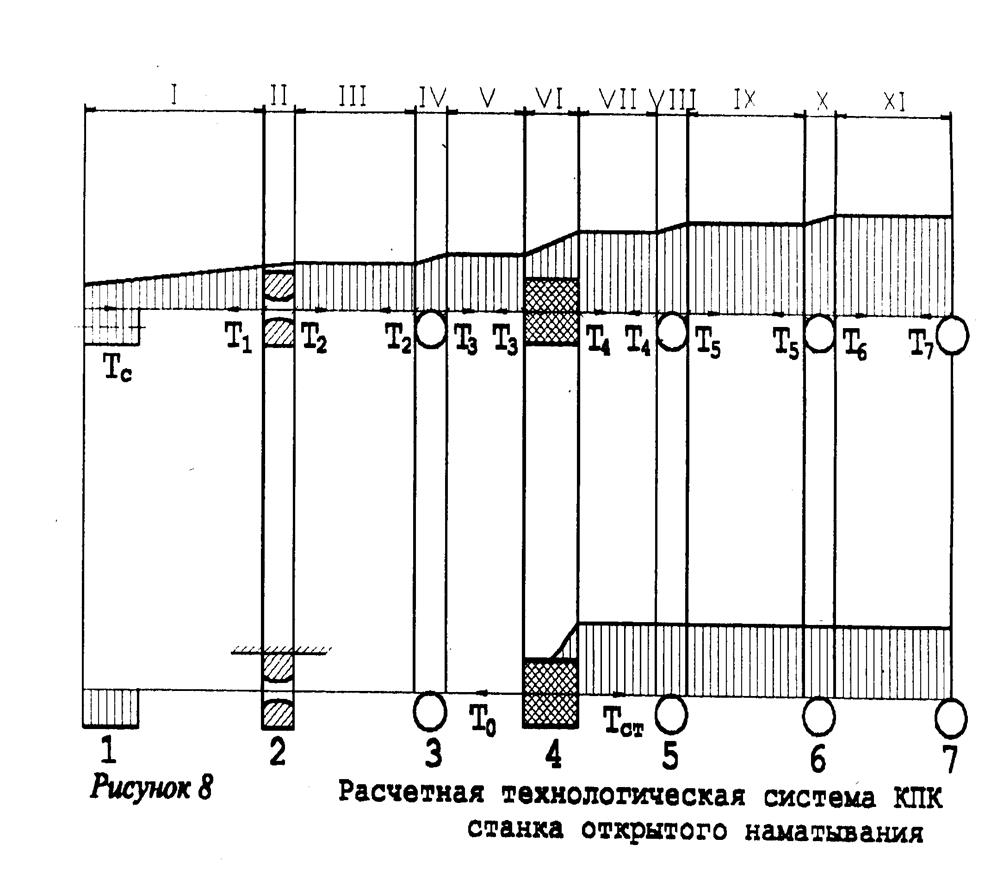
3.1 Участок 2.
На этом участке провод проходит направляющий глазок 2.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.