q - коэффициент непрерывности работы оборудования, учитывающий потерю времени на наладку. Под наладку оборудования и оснастку, заправку материала и др. Рекомендуемое значение q=0,7 для штампов из инструментальной стали (ИС) и 0,75 для штампов из твердого сплава (ТС);
i - рядность штамповки, принимаем i=1;
Ки - коэффициент использования числа ходов ползуна (для автоматической штамповки из ленты Ки принимается равным 1).
nп - число ходов ползуна в минуту.
где V- линейная скорость подачи материала, м/мин;
V=0,75Vmax, где Vmax из таблицы П3 приложение Г.
t - шаг подачи материала, равный наружному диаметру статора и перемычке между листами.
Величина nп должна быть не более допускаемой.
Определив производительность одного пресса для штампов из ИС и ТС, определяем необходимое количество листов статора и ротора на программу.
Количество листов в одном пакете
где L - длина пакета (таблица 3);
Кш — коэффициент шихтовки (коэффициент заполнения пакета)
Kш=0,95.
Необходимое на программу количество листов
![]()
где П - программа выпуска (таблица 3), млн. штук/год.
Необходимое количество прессов определяем, как
и производим округление до целого числа в большую сторону.
К пункту 5.
Следует принять стойкость одного штампа, изготовленного с режущими частями из инструментальной стали, 4 млн. ударов, а штампа, изготовленного с режущими частями из твердого сплава, 50 млн. ударов.
Следовательно, необходимое количество штампов определим, как
 - количество
штампов из инструментальной стали,
- количество
штампов из инструментальной стали,
 -
количество штампов из твердого сплава.
-
количество штампов из твердого сплава.
На рисунке 3 показана схема штамповки четырехпозиционным штампом последовательного действия. Заштрихованные области свидетельствуют об удаленной части металла.
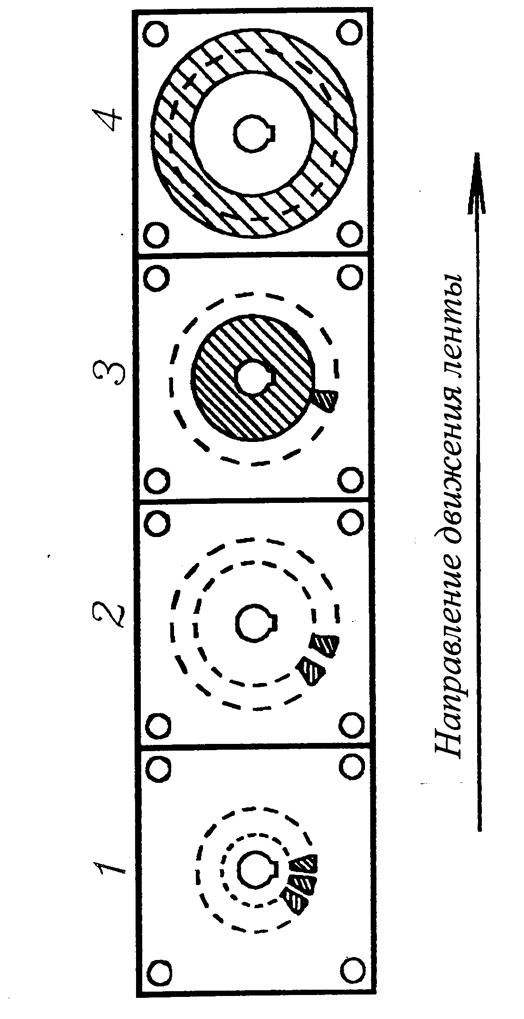
Таблица 3 – Варианты заданий к задаче 3
|
Вариант |
L мм |
статор |
|||||||
|
тип электродвигателя |
D1 мм |
D1 мм |
dп12 мм |
dп1 мм |
hп1 мм |
dп11 мм |
bш1 мм |
||
|
1 |
4A71а2 |
65 |
117 |
65 |
2 |
5,9 |
9,27 |
7,5 |
2 |
|
2 |
4A71в2 |
74 |
|||||||
|
3 |
4А7А4 |
65 |
70 |
5,2 |
11,6 |
7,8 |
|||
|
4 |
4А71В4 |
74 |
|||||||
|
5 |
4А71А6 |
65 |
76 |
3,9 |
12,17 |
5,5 |
|||
|
6 |
4А71В6 |
90 |
|||||||
|
7 |
4А71В8 |
74 |
|||||||
|
8 |
4А80А2 |
78 |
132 |
74 |
2 |
6,8 |
11,65 |
8,5 |
3 |
|
9 |
4А80В2 |
98 |
|||||||
|
10 |
4A80А4 |
78 |
84 |
4,4 |
12,09 |
6 |
2,5 |
||
|
11 |
4А80В4 |
98 |
|||||||
|
12 |
4А80А6 |
78 |
88 |
4,3 |
13 |
6 |
|||
|
13 |
4А80В6 |
115 |
|||||||
|
14 |
4А80А8 |
78 |
|||||||
|
15 |
4А80В8 |
98 |
132 |
88 |
2 |
4,3 |
10 |
6 |
2,5 |
|
16 |
4А902 |
100 |
150 |
84 |
8,1 |
12,93 |
10,1 |
3,2 |
|
|
17 |
4А904 |
100 |
95 |
4,8 |
13,42 |
6,5 |
3 |
||
|
18 |
4А90А8 |
130 |
100 |
4,7 |
14,23 |
6,6 |
2,7 |
||
|
19 |
4А90В8 |
100 |
|||||||
|
20 |
4А1002 |
130 |
169 |
95 |
3 |
9,1 |
14,47 |
11,3 |
3,5 |
|
21 |
4А1002 |
100 |
|||||||
|
22 |
4А1004 |
130 |
105 |
4,9 |
16,3 |
7,1 |
3 |
||
|
23 |
4А1004 |
120 |
|||||||
|
24 |
4А10068 |
85 |
113 |
5,4 |
15,86 |
7,5 |
|||
|
25 |
4А100А4К |
90 |
169 |
105 |
3 |
4,9 |
16,3 |
7,1 |
3 |
|
26 |
4А1006К |
120 |
113 |
5,4 |
15,86 |
3 |
|||
|
27 |
4А1008К |
90 |
|||||||
|
28 |
4А10038К |
90 |
|||||||
Продолжение таблицы 3
|
Вариант |
ротор |
||||||||||
|
Z |
Z1 |
D2 мм |
d2 мм |
dп2 мм |
dп21 мм |
hш2 мм |
bш2 мм |
h32 мм |
Z2 |
П |
|
|
1 |
4 |
24 |
64,3 |
27 |
5 |
2,5 |
0,5 |
1 |
12,3 |
20 |
0,4 |
|
2 |
0,6 |
||||||||||
|
3 |
69,5 |
4,8 |
1,5 |
13 |
18 |
0,8 |
|||||
|
4 |
0,9 |
||||||||||
|
5 |
36 |
75,5 |
3,8 |
1,9 |
11,9 |
28 |
0,8 |
||||
|
6 |
0,7 |
||||||||||
|
7 |
1 |
||||||||||
|
8 |
6 |
24 |
73,3 |
32 |
6,1 |
3,3 |
14 |
20 |
0,9 |
||
|
9 |
0,8 |
||||||||||
|
10 |
36 |
83,5 |
4,5 |
1,5 |
16,9 |
28 |
0,6 |
||||
|
11 |
0,7 |
||||||||||
|
12 |
87,5 |
4,3 |
1,7 |
15,2 |
0,8 |
||||||
|
13 |
0,7 |
||||||||||
|
14 |
0,8 |
||||||||||
|
15 |
6 |
36 |
87,5 |
32 |
4,3 |
1,7 |
0,5 |
1 |
15 |
28 |
0,7 |
|
16 |
24 |
83,2 |
6,8 |
3,4 |
16,5 |
20 |
0,5 |
||||
|
17 |
36 |
94,5 |
4,9 |
1,9 |
17,1 |
28 |
0,6 |
||||
|
18 |
99,5 |
5 |
2,1 |
17 |
0,7 |
||||||
|
19 |
0,8 |
||||||||||
|
20 |
6 |
24 |
94,1 |
37 |
7,4 |
4 |
20 |
0,4 |
|||
|
21 |
0,5 |
||||||||||
|
22 |
36 |
104,4 |
5,1 |
1,5 |
19,8 |
28 |
0,7 |
||||
|
23 |
0,8 |
||||||||||
|
24 |
112,4 |
6 |
3 |
0,6 |
18,5 |
1,2 |
|||||
|
25 |
6 |
36 |
104,4 |
5,1 |
1,5 |
0,5 |
19,8 |
0,7 |
|||
|
26 |
112,4 |
6 |
3 |
0,6 |
18,5 |
0,8 |
|||||
|
27 |
0,9 |
||||||||||
|
28 |
1 |
||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.