
Задача №4
Тема: Расчет пропитки обмоток электрических машин
Цель расчета: изучить организацию пропиточных работ по автоматическому циклу с использованием производительной установки фирмы «Хитека».
Произвести следующие расчеты по пропитке и сушке пакетов статоров в вакуум - пропиточной установке.
1. Рассчитать производительность установки при работе в 1, 2 и 3 смены.
2. Рассчитать длину сушильной печи и определить число подвесок в сушильной печи при расстоянии между подвесками 1000 мм.
3. Рассчитать время выхода из установки первой пропиточной подвески со ста- торами после начала работы.
4. Рассчитать расход электроэнергии, затрачиваемой на пропитку и сушку одного статора при 1, 2 и 3-сменной работе.
5. Рассчитать коэффициент использования установки при 1,2 и 3-сменной работе.
Исходные данные в таблице 4.
Методические указания
К пункту 1. Расчет производительности установки
 ,
,
где Т – годовой фонд времени рабочего оборудования, час
В расчёте можно принять для односменной работы Т=2084 часов.
КП – коэффициент использования оборудования при работе в одну смену, о.е.
 ;
;
t – определяется в пункте 3.
При
непрерывной работе пропиточной установки  для второй и третьей смен можно принять равным 0,9.
для второй и третьей смен можно принять равным 0,9.
![]() = 1, 2, 3 – число смен работы установки.
= 1, 2, 3 – число смен работы установки.
К пункту 2. Число подвесок в сушильной печи
 ;
;
Длина сушильной печи, м
 ,
,
где а – расстояние между подвесками, м
Da – диаметр автоклава из таблицы 4, м.
Потребляемая мощность сушильной печи, кВт
 .
.
К пункту 3. Время выхода первой подвески, час
 .
.
К пункту 4. Расход электроэнергии, кВт
 ;
;
 ;
;
 - количество готовых статоров.
- количество готовых статоров.
К пункту 5. Коэффициент использования установки
 .
.
При трехсменной работе фонд времени составляет 24 часа.
Порядок работы установки.
Перед началом работы необходимо, чтобы печи установки набрали нужную температуру, т.е. вышли на режим. После выхода печей на режим первая подвеска со статорами поступает в сушильную печь предварительной сушки и с тактом tт продвигается по печи. Число подвесок в печи предварительной сушки равно nн, а время прохождения сушильной печи одной подвеской будет равно
Далее подвеска поступает в пропиточную камеру, в которой при установке на определенную позицию пропитывается в автоклаве. После пропиточной камеры подвеска поступает в сушильную камеру, где статоры сушатся, а затем в камеру остывания, где остывают до определенной температуры, при которой их можно снять с подвески.
Окончание работ установки, т.е. ее выключение, может быть осуществлено только после того, как все пакеты вышли из сушильной камеры. Установка допускает включение печи предварительной сушки после того, как последняя подвеска со статорами перешла в пропиточную камеру.
Коэффициентом использования установки условно принимается отношение пропитанных статоров к фонду времени, т.е. если отнести tтрасчетное количество пропитанных статоров к числу статоров, которые можно было бы пропитать, если бы установка всегда была в режиме и работала бы без остановки.
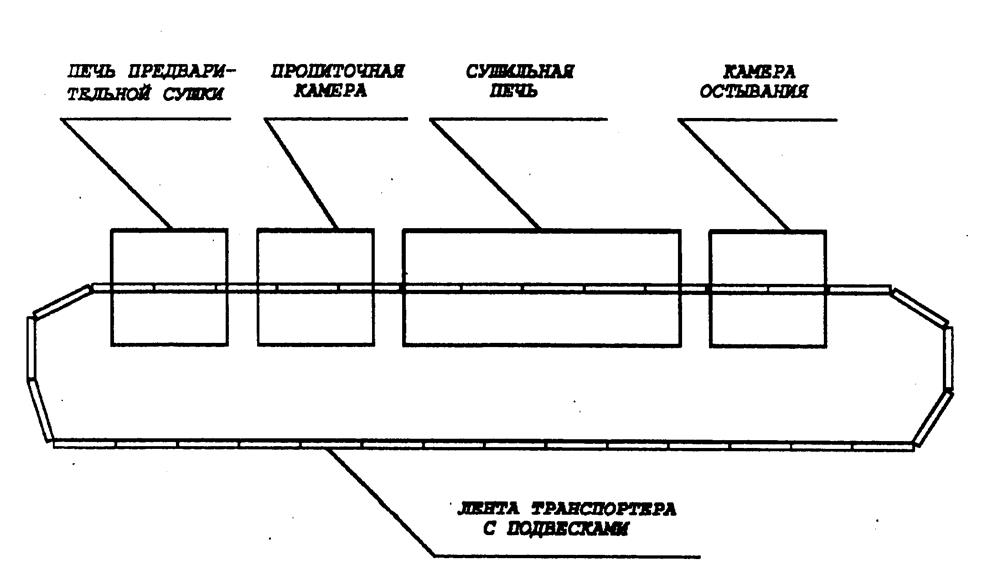
Рисунок 6 – Состав оборудования, входящий в автоматическую
пропиточную установку
Таблица 4 – Варианты заданий
|
вариант |
|
|
|
|
|
|
|
|
|
|
|
1 |
6 |
4 |
4 |
4 |
1 |
500 |
320 |
484 |
4 |
80 |
|
2 |
7 |
3 |
3 |
4,5 |
1,5 |
500 |
320 |
484 |
4 |
70 |
|
3 |
8 |
4 |
4 |
5 |
1 |
500 |
340 |
484 |
5 |
60 |
|
4 |
9 |
3 |
3 |
5,5 |
0,5 |
500 |
360 |
484 |
5 |
50 |
|
5 |
10 |
4 |
4 |
6 |
1 |
500 |
340 |
484 |
4 |
40 |
|
6 |
11 |
4 |
3 |
6 |
1,5 |
500 |
320 |
780 |
4 |
50 |
|
7 |
12 |
4 |
4 |
5 |
1 |
500 |
340 |
780 |
4 |
60 |
|
8 |
13 |
4 |
3 |
5,5 |
0,5 |
500 |
300 |
780 |
3 |
70 |
|
9 |
14 |
4 |
4 |
4 |
1 |
500 |
300 |
780 |
3 |
80 |
|
10 |
15 |
3 |
3 |
4,5 |
1,5 |
500 |
300 |
780 |
3 |
70 |
|
11 |
14 |
3 |
4 |
4 |
1 |
500 |
300 |
780 |
3 |
60 |
|
12 |
6 |
4 |
3 |
5,5 |
0,5 |
500 |
300 |
780 |
4 |
50 |
|
13 |
7 |
3 |
4 |
4 |
1 |
500 |
300 |
780 |
4 |
40 |
|
14 |
8 |
4 |
3 |
4,5 |
1,5 |
500 |
340 |
780 |
4 |
50 |
|
15 |
9 |
3 |
4 |
4 |
2 |
500 |
300 |
876 |
3 |
60 |
|
16 |
10 |
4 |
3 |
4,5 |
1 |
500 |
350 |
876 |
3 |
70 |
|
17 |
11 |
3 |
4 |
5 |
1,5 |
500 |
300 |
876 |
3 |
80 |
|
18 |
12 |
3 |
3 |
4,5 |
1 |
500 |
300 |
876 |
4 |
90 |
|
19 |
13 |
4 |
4 |
4 |
1 |
500 |
300 |
876 |
4 |
80 |
|
20 |
14 |
4 |
3 |
4,5 |
1,5 |
500 |
300 |
876 |
4 |
80 |
|
21 |
15 |
4 |
4 |
5 |
1 |
500 |
300 |
876 |
4 |
60 |
|
22 |
14 |
3 |
3 |
5 |
1 |
500 |
300 |
876 |
4 |
50 |
|
23 |
6 |
4 |
4 |
6 |
1 |
500 |
300 |
876 |
5 |
40 |
|
24 |
7 |
3 |
3 |
6,5 |
1,5 |
500 |
300 |
876 |
5 |
50 |
|
25 |
8 |
4 |
4 |
5 |
1,5 |
500 |
300 |
876 |
5 |
70 |
|
26 |
9 |
3 |
3 |
6 |
1,5 |
500 |
300 |
484 |
5 |
70 |
|
27 |
10 |
4 |
4 |
5 |
1 |
500 |
320 |
484 |
5 |
70 |
|
28 |
11 |
3 |
3 |
4,5 |
1 |
500 |
320 |
484 |
5 |
60 |
|
29 |
12 |
4 |
4 |
4,5 |
1 |
500 |
350 |
484 |
4 |
90 |
|
30 |
13 |
4 |
3 |
4,5 |
1 |
500 |
350 |
484 |
4 |
80 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.