|
|
|
|
|
|
|
|
Форма и размеры оказывают определяющее влияние на технологический процесс изготовления детали, количество и структуру используемого оборудования, расход инструмента и другие специфические особенности работы механического цеха.
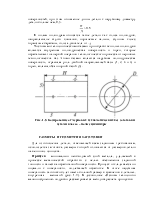
а) б) в) г)
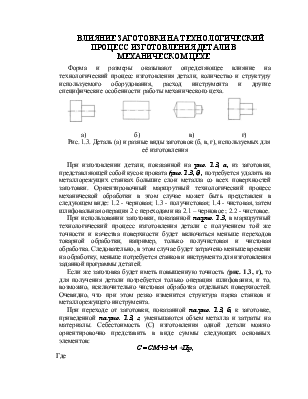
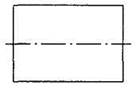
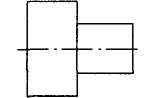
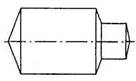
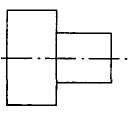
Рис. 1.3. Деталь (а) и разные виды заготовок (б, в, г), используемых для её изготовления
При изготовлении детали, показанной на рис. 1.3, а, из заготовки, представляющей собой кусок проката (рис. 1.3, б), потребуется удалять на металлорежущих станках большие слои металла со всех поверхностей заготовки. Ориентировочный маршрутный технологический процесс механической обработки в этом случае может быть представлен в следующем виде: 1.2 - черновая; 1.3 - получистовая; 1.4 - чистовая, затем шлифовальная операция 2 с переходами на 2.1 – черновое ; 2.2 - чистовое.
При использовании заготовки, показанной на рис. 1.3, в маршрутный технологический процесс изготовления детали с получением той же точности и качества поверхности будет включаться меньше переходов токарной обработки, например, только получистовая и чистовая обработка. Следовательно, в этом случае будет затрачено меньше времени на обработку, меньше потребуется станков и инструмента для изготовления заданной программы деталей.
Если же заготовка будет иметь повышенную точность (рис. 1.3, г),то для получения детали потребуется только операция шлифования, и то, возможно, исключительно чистовая обработка отдельных поверхностей. Очевидно, что при этом резко изменится структура парка станков и металлорежущего инструмента.
При переходе от заготовки, показанной на рис. 1.3, б, к заготовке, приведенной на рис. 1.3, г, уменьшаются объем металла и затраты на материалы. Себестоимость (С) изготовления одной детали можно ориентировочно представить в виде суммы следующих основных элементов:
С = СМ +3 +А +Пр,
Где
СМ - стоимость материала;
3 - зарплата, составляющая примерно 14% от себестоимости;
А - амортизационные отчисления, составляющие около 8% от себестоимости;
Пр - прочие расходы.
Отсюда следует, что экономия металла на 1% снижает себестоимость в большей степени, чем повышение производительности труда на 1%. Все это определило серьезные работы по снижению массы изделий. Так, удельный расход черных металлов на 1 т грузоподъемности грузового автомобиля за последние 10 лет снизился на 20%, трактора - на 40%, бульдозера - на 28%.
Использование легких сплавов для изготовления деталей автомобиля вместо черных металлов позволяет не только применять более эффективные способы производства заготовок, но и существенно повышать производительность их механической обработки. Это следует из того, что скорость резания чугуна составляет 50-100, алюминия - 300, а магниевых сплавов - 600 м/мин.
Таким образом, правильный выбор материала детали и способа производства заготовки определяет технико-экономическую эффективность технологического процесса механической обработки.
Термины и определения:
Базирование – Придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Проектная база – База, выбранная при проектировании изделия, технологического процесса изготовления или ремонта.
Действительная база – База, фактически используемая в конструкции, при изготовлении, эксплуатации или ремонте изделия.
Комплект баз – Совокупность трех баз, образующих систему координат заготовки или изделия.
Опорная точка – Точка, символизирующая одну из связей заготовки или изделия с избранной системой координат.
Примечание:
1. Для обеспечения неподвижности заготовки или изделия в избранной системе координат на них необходимо наложить шесть двухсторонних геометрических связей, для создания которых необходим комплект баз.
2. Если в соответствии со служебным назначением изделие должно иметь определенное число степеней свободы, то соответствующее число связей снимается.
Схема базирования – Схема расположения опорных точек на базах заготовки или изделия.
Примечание:
1. Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек.
2. При наложении в какой-либо проекции одной опорной точки на другую изображается одна точка, и около неё проставляют номера совмещенных точек.
3. Число проекций заготовки или изделия на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек.
Смена баз – Преднамеренная или случайная замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным базам.
Погрешность базирования – Отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого положения.
Закрепление – Приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании.
Установка – Процесс базирования и закрепления заготовки или изделия.
По назначению:
Конструкторская база – База, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – Конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения её положения в изделии.
Вспомогательная база – Конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
Технологическая база – База, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Измерительная база – База, используемая для определения относительного положения заготовки или изделия и средств измерения.
По лишаемым степеням свободы:
Установочная база – База, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг двух других осей.
Направляющая база – База, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная точка – База, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Двойная направляющая база – База, лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворота вокруг этих осей.
Двойная опорная база – База, лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей.
По характеру проявления:
Скрытая база – База заготовки или изделия воображаемой плоскости, оси или точки.
Явная база – База заготовки или изделия в виде реальной поверхности, разметочной риски или пересечения рисок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.