ЛЕКЦИЯ 3
ПРОИЗВОДСТВО ЗАГОТОВОК ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКОЙ НА МОЛОТАХ И ПРЕССАХ
Горячей обработкой металлов давлением производят около 80% всех поковок. При производстве заготовок наиболее широко используются универсальные паровоздушные штамповочные молоты, кривошипные горячештамповочные прессы и горизонтально-ковочные машины. Расширяется применение винтовых штамповочных пресс-молотов, гидравлических штамповочных прессов и молотов, а также горячештамповочных автоматов.
Использование того или иного оборудования определяется типом производства, массой поковки и ее геометрией. Так, например, в мелкосерийном производстве при штамповке заготовок любой массы применяют в основном универсальные паровоздушные штамповочные молоты, гидравлические и гидровинтовые прессы и молоты. При серийном и крупносерийном производстве для штамповки заготовок массой более 80 кг преимущественно используются гидравлические штамповочные молоты, гидровинтовые штамповочные прессы и паровоздушные штамповочные молоты, массой менее 20 кг - гидровинтовые штамповочные молоты и прессы, а также горизонтальные ковочные машины. В условиях массового производства заготовок массой более 80 кг применяют кривошипные горячештамповочные прессы и гидровинтовые штамповочные прессы, а массой менее 20 кг - горячештамповочные автоматы, кривошипные горячештамповочные прессы и горизонтальные ковочные машины.
3.1. ОБЪЕМНАЯ ШТАМПОВКА НА МОЛОТАХ
3.1.1. Молоты и условия их работы
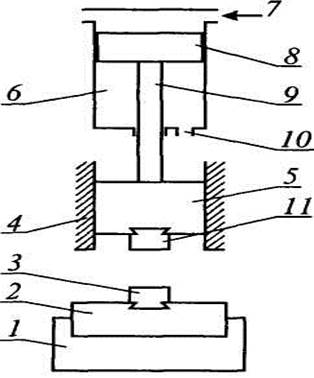
Для горячей штамповки используют паровоздушные, пневматические приводные молоты, винтовые молоты-прессы, бесшаботные молоты. В промышленности широко применяются паровоздушные ковочные и штамповочные молоты двойного действия, принципиальные схемы которых приведены на рис. 3.1.
В подготовленном для работы молоте осуществляется подъем
подвижных частей, к которым относятся баба 5, поршень 8, шток 9, верхняя половина II штампа, для чего рабочую среду (паровоздушная смесь) подают в направлении стрелки 10 в нижнюю часть цилиндра 6. Поршень 8 поднимается вверх, выдавливая в направлении стрелки 7 из верхней полости цилиндра рабочую среду. При рабочем ходе паровоздушная смесь поступает под давлением в верхнюю половину цилиндра, а из нижней его полости выбрасывается в атмосферу. Под действием рабочей среды, поступающей в верхнюю часть цилиндра под давлением 6-8 кгс/см2, и силы тяжести подвижных частей, масса которых может составлять 630 кг...25 т, верхняя половина штампа разгоняется до скорости, доходящей до 10 м/с и более. При этом верхняя половина штампа перемещается по направляющим 4 молота до соприкосновения с мерной заготовкой, находящейся в нижней половине 3 штампа.
Контакт верхней половины штампа II с нижней 3 носит ударный характер. Время рабочего хода подвижных частей составляет 0,01...0,0007 с, в итоге 1 т падающих частей молота соответствует мощности тысячетонного пресса. В связи с этим нижняя половина штампа монтируется на промежуточной плите 2, которая связана с массивным шаботом 1. Шабот изготовляют из стали или чугуна, и его масса у ковочных молотов в 10...15 раз больше массы подающих частей, а у штамповочных молотов это отношение находится в пределах 20...30. Повышенное упомянутое соотношение у штамповочного молота позволяет получить более высокий КПД удара и лучшее заполнение ручья штампа металлом. Кроме этого, отличие паровоздушного штамповочного молота в том, что штамповочный молот более жесткий, повышенная жесткость штамповочного молота обусловливается тем, что стойки молота смонтированы непосредственно на шаботе, а не на фундаментной плите, как у ковочного молота. В итоге обеспечивается лучшее направление передвижения бабы, уменьшение вибрации и смещения верхней половины штампа по отношению к нижней.
3.1.2. Особенности процесса штамповки на молотах
Мерная заготовка 2 нагревается в печи равномерно. Можно принять, что все участки заготовки имеют одну температуру (рис. 3.2, I). В дальнейшем заготовку 2 перед штамповкой устанавливают на нижней половине 3 штампа, и она начинает остывать. При этом остывание заготовки происходит неравномерно, так как теплоотвод в воздух Кт от верхней части заготовки и теплоотдача К1ш в металл от нижней части этой же мерной заготовки различны.
|
Рис. 3.1. Схема паровоздушного молота |
|
|
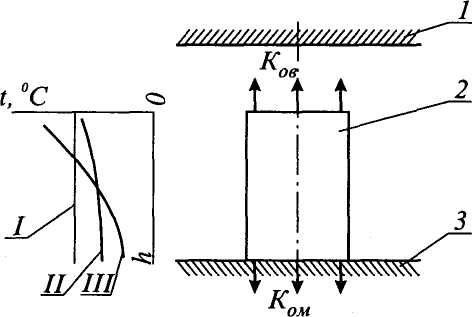
Рис. 3.2. Изменение температуры в заготовке при штамповке на молотах: 1,3- верхняя и нижняя половины штампа; 2 — мерная заготовка
Учитывая, что Км > К^, температура верхней части заготовки 2 будет выше ее нижней части (см. кривую II на рис. 3.2).
Скорость перемещения подвижных частей молота и его верхней половины 1
|
|
|
|
штампа соизмерима со скоростью распространения пластичной деформации в заготовке. В итоге пластическая де-
Рис. 3.3. Расположение мерной заготовки в штампе при штамповке на молотах (а, б) и прессах (в): 1,3 - верхняя и нижняя половины штампа; 2 - мерная заготовка
формация охватывает в большей степени верхнюю половину заготовки 2. Так как работа пластической деформации почти вся переходит в теплоту, то верхняя часть заготовки дополнительно нагревается и распределение температуры по ее высоте становится еще более неравномерной (см. кривую III на рис. 3.2).
В результате ударного характера штамповки окалина с заготовки 2 осыпается, попадая в ручей штампа. Заготовка становится чистой. Указанные особенности процесса определяют следующие технологические рекомендации:
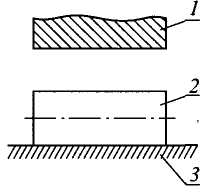
1. Мерная заготовка по высоте должна быть небольшой. В частности, мерную заготовку 2 необходимо укладывать на нижнюю плиту 3 штампа горизонтально (рис. 3.3, а).
2. Заготовки, имеющие вытянутую форму, рабочий переносит из ручья в ручей за клещевину. Однако заготовки, близкие по форме к телам вращения или ставшие таковыми после осадки, не имеют клещевины. Такую заготовку рабочий берет клещами за выступающие участки и переносит в требуемый ручей. Для гарантированного извлечения заготовки из ручья штамповочные уклоны находятся в пределах 1...9".
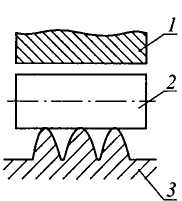
3. Фасонная часть заготовки должна формироваться верхней половиной / штампа путем вдавливания (рис. 3.3, б), но не нижней 3 (рис. 3.3, в).
4. Для полного формообразования необходимо по заготовке нанести несколько ударов (от 2-3 до 6-8). Такая неопределенность исключает возможность механизации и автоматизации процесса штамповки на молотах, что требует переноса заготовки из одного ручья в другой вручную. Кроме того, все это снижает производительность, так как для осуществления ряда ударов по заготовке и ее переноса из ручья в ручей требуется много времени.
5. В связи с первоочередной деформацией верхней части мерной заготовки, при штамповке на молотах можно использовать только открытые штампы.
6. Для исключения заштамповки окалины в заготовку окалину необходимо удалить из ручья нижней половины штампа, что делается, как правило, сжатым воздухом.
Для выбора молота для штамповки заготовки необходимо по нижеприведенной формуле определить массу падающих частей:
N={(■5, (3.1)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.