Недостатки:
- ограниченная номенклатура штампуемых заготовок;
- масса заготовок до 30-50 кг;
- большие концевые отходы, так как нужна часть проката для зажима заготовки между матрицами;
- нужен прокат повышенной точности, так как нужно обеспечить Л - <1М;
- наличие двух плоскостей разъема обусловливает невысокую жесткость ГКМ, что определяет такую точность заготовок, которую получают на молотах;
- стойкость штампов ниже, чем у КГШП;
- стоимость ГКМ примерно в 1,5 раза выше стоимости КГШП той же мощности.
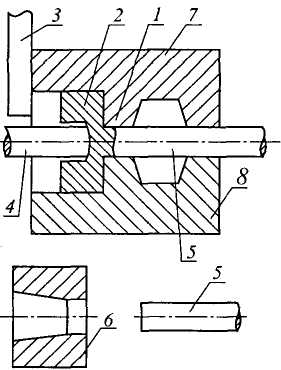
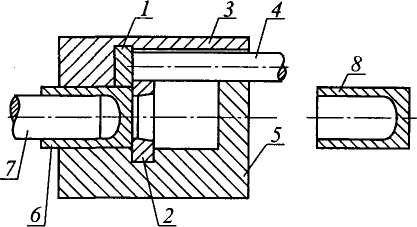
Рис. 4.8. Пробивка отверстия в заготовках на ГКМ: / - отрезная матрица; 2 - высаженная часть заготовки с прошитым отверстием; 3 - съемник; 4 - пуансон; 5 - прокат; 6 - пробитая заготовка, отделенная от проката; 7 - неподвижная половины матрицы
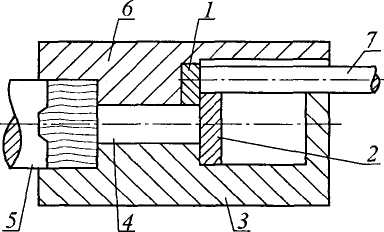
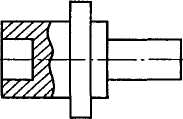
Рис. 4.9. Отрезка заготовки на ГКМ: 1,2- отрезные ножи; 3,6- подвижная и неподвижная половины матрицы; 4 - заготовка; 5 - пуансон; 7 - прокат
4.2. СФЕРОДВИЖНАЯ ШТАМПОВКА
При производстве поковок, у которых диаметр й в плане в 18...20 раз и более превышает толщину //, встречаются значительные трудности из-за необходимости существенно повысить давление при штамповке (см. рис. 2.8), несмотря на тщательную обработку рабочих поверхностей ручьев штампа и применение смазочных материалов.
|
|
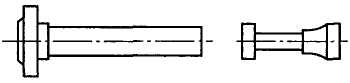
Рис. 4.10. Совмещение отрезки с пробивкой отверстия в заготовке на ГКМ: / - отрезной нож; 2 - отрезной нож, совмещенный с пробивной матрицей; 3, 5 - неподвижная и подвижная половины матрицы; 4 - прокат; 6 - штамповка; 7 - пуансон; 8 – поковка
|
|
|
|
|
|
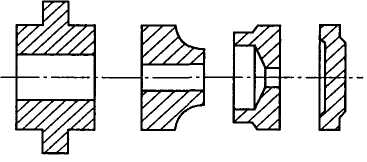
Рис. 4.11. Производимые на ГКМ типовые заготовки деталей классов: а - валы (круглые стержни); б - диски; в - втулки (полые цилиндры)
Использование сферодвижной штамповки позволяет устранить указанные выше недостатки. При новом способе штамповки пуансон 1 в виде конуса, совершая круговое движение вокруг оси "о-о", обкатывает, вращаясь вокруг оси "о-о", последовательно всю поверхность осаживаемой заготовки (рис. 4.12). Применение сферодвижной штамповки позволяет в зоне контакта штампа с деформируемым металлом заменить трение скольжения трением качения, деформировать металл последовательно по отдельным небольшим участкам площадью, что дает возможность увеличить давление р и тем самым в 10... 15 раз уменьшить общее технологическое усилие, необходимое для штамповки.
Для использования сферодвижного процесса необходимо вначале произвести заготовку путем штамповки в открытых или закрытых штампах.
Рис. 4.12. Принципиальная схема сферодвижной штамповки: 1 - пуансон; 2 - заготовка; 3 - нижняя плита штампа
Приведенная схема деформирования позволяет получать фасонные участки на заготовках с малыми поперечными сечениями, увеличить отношение —, получить профиль зуба и т.д. (рис. 4.13). а
На ЗИЛе сферодвижная штамповка позволила получить заготовку каретки синхронизатора с меньшими напусками, что повысило К„и с 42% до 63% (рис. 4.14).
4.3. ПОПЕРЕЧНО-КЛИНОВАЯ ПРОКАТКА ПЛОСКИМИ ПЛАШКАМИ И ВАЛКАМИ
4.3.1. Поперечно-клиновая прокатка плоскими плашками
Процесс используют для получения заготовок валов. Он включает в себя: разделку проката 1; транспортировку мерных заготовок 2 в индуктор 3 для их нагрева токами высокой частоты; подачу нагретых мерных заготовок 4 в рабочую зону между подвижной 5 и неподвижной 6 плоскими плашками. Плашки оснащены соответствующими ребрами 7, которые деформируют мерную заготовку, придавая ей требуемую форму 8. Производство заготовки 8 завершается за одно рабочее перемещение подвижной плашки (рис. 4.15).
Прокатка плоскими плашками позволяет точно регулировать расстояние между плитами, компенсируя неточность и износ инструмента. Точность прокатанных заготовок составляет ±0,25 мм при диаметре до 60-80 мм, что целиком заменяет производство таких заготовок в закрытых штампах. Стойкость плашек 50 000-60 000 деталей до восстановления.
На 25 предприятиях страны используются технология и автоматизированный комплекс прокатки деталей. Их применение позволило на 40% сократить расход металла и до 10 раз повысить производительность труда.
В НИИ Тракторосельхозмаш разработан технологический процесс поперечно-клиновой прокатки заготовок осей катков тракторов ДТ-75М. Базовый процесс. Нагрев заготовки диаметром 53 мм и длиной 347 мм в газовой печи. Штамповка в 2 перехода на КГШП усилием 25000 кН, обрезка заусенцев в горячем состоянии. При этом использовалась поточно-механизированная линия с производительностью 200 штамповок в час, обслуживающий персонал состоял из 3 рабочих. Норма расхода металла 6,383 кг, масса штамповки 5,28 кг, детали 3,62 кг.
Процесс с применением поперечно-клиновой прокатки. Применяется заготовка диаметром 58 мм и длиной 255 + 1 мм. Пруток нагревается до температуры 1150-1200 °С. Поперечно-клиновая прокатка осуществлялась на машине СКП 80/650, обеспечивая производительность в 300 шт/ч. Обслуживает линию один наладчик. Норма расхода металла на деталь 5,5 кг. Масса заготовки 4,9 кг. Прокатанная заготовка показана па рис. 4.15, б.
Применение нового процесса дало возможность снизить норму расхода металла проката на 0,833 кг (на 14%); уменьшить массу поковки на 0,38 кг (ни 7%); высвободить 3 производственных рабочих; на 30% повысить съем заготовок с автоматической линии; в 4 раза повысить производительность; улучшить условия труда. Рабочие освобождены от физического труда - они наблюдают за течением технологического процесса.
4.3.2. Поперечно-клиновая прокатка валками
Нагретая до максимальной температуры 1шттах (см. формулу 2.1) мерная заготовка 2 располагается между валками 1, 3 (рис. 4.16), оснащенными специальными ребрами, которые обеспечивают деформацию заготовки при вращении валков. Прокатка осуществляется за один оборот валков. Степень обжатия К - — < 2 для одно-А ступенчатых валов (где Д - исходный диаметр проката, й - диаметр
полученной заготовки).
Такого рода машина менее металлоемка и энергоемка, требует меньше производственных площадей, но имеет более сложный инструмент, чем при прокатке плоскими плашками. При использовании поперечно-клиновой прокатки валками невозможно регулиро-
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.