Теория базирования является общей и распространяется на все тела, которые могут рассматриваться как твердые, в том числе и на изделия машиностроения в сборе и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерение, сборка и т.д.
В основу классификации баз положены следующие соображения.
Всё многообразие поверхностей деталей машиностроения сводится к четырем видам.
1. Исполнительные поверхности – поверхности, при помощи которых деталь выполняет своё служебное назначение.
2. Основные базы – поверхности, при помощи которых определяется положение данной детали в изделии.
3. Вспомогательные базы – поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной.
4. Свободные поверхности – поверхности, не соприкасающиеся с поверхностями.
Базирование необходимо для всех стадий создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. Отсюда вытекает необходимость разделения баз по назначению на три вида: Конструкторские, Технологические и Измерительные.
Группа конструкторских баз составляют основные и вспомогательные базы. Это подразделение конструкторских баз действительно как для изображения изделия на чертеже, так и изготовленного изделия. Необходимость такого подразделения вытекает из различия роли основных и вспомогательных баз и важности учета этого при конструировании (выборе конструкторских форм поверхностей деталей, задании их относительного положения, простановке размеров, разработке норм точности и т.д.), и осуществлении технологических процессов.
Законы базирования являются общими для всех стадий создания изделия. Поэтому, независимо от назначения, базы могут различаться лишь по отнимаемым от базируемой заготовки, детали или сборочной единицы степеням свободы и по характеру проявления. Это обстоятельство послужило причиной выдвижения ещё двух признаков классификации: по лишаемым базой степеням свободы и по характеру проявления.
На машиностроительных заводах заготовка, произведенная в заготовительном цехе (кузнечном, литейном), поступает в механический цех, где ее обрабатывают, получая готовую деталь.
Для производства заготовки массой МЗ необходимо использовать определенную массу металла МО, которая больше МЗ, в связи с разного рода потерями. Оценку использования металла в заготовительных цехах ведут с применением коэффициента выхода годного материала:
 (1.5)
(1.5)
Заготовка массой МЗ поступает в механический цех, в котором после ее обработки получают деталь массой МД. Оценку использования металла в механическом цехе проводят с применением коэффициента весовой точности:
 (1.6)
(1.6)
Общую оценку применения металла в заготовительном и механическом цехах осуществляют по коэффициенту использования металла:
 (1.7)
(1.7)
В различных отраслях промышленности коэффициент КИМ разный. Так, в приборостроительной промышленности он составляет 56%, в электротехнической - 61%, в автомобильной - 70...75%, а в среднем по металлообрабатывающей промышленности страны - около 50%.
Подсчитано, что экономия
металла в пределах страны всего 1% дает
1,4 млн. тонн металла, достаточного для изготовления 300 000 грузовых автомобилей. Все это определяет высокую актуальность работ
по повышению коэффициента КИМ,
выбору наиболее целесообразного способа
производства заготовок.
Только автомобильная промышленность потребляет около 30% от всего количества черных металлов, используемых в народном хозяйстве. В связи с этим становится важным снижение массы, которая составляет у автомобиля «Жигули» - 0,6 т, «Волга» - 1,1 т, «ЗИЛ» - 2,4 т, «КамАЗ» - 5,0 т. Снижение массы автомобиля также способствует уменьшению расхода топлива, повышению производительности труда, снижению себестоимости изготовления автомобиля.
Детали машиностроения делятся на ряд классов по близости технологических процессов их механической обработки, общности схем базирования, однотипности поверхностей, принимаемые за чистовые и черновые технологические базы.
Эти вопросы подробно рассматриваются по дисциплине «Основы технологии машиностроения», здесь же будет обращено внимание на поверхности, играющие роль черновых технологических баз, которые должны быть получены при производстве заготовки с максимальной точностью, доступной используемому способу производства заготовки.
КЛАСС 1
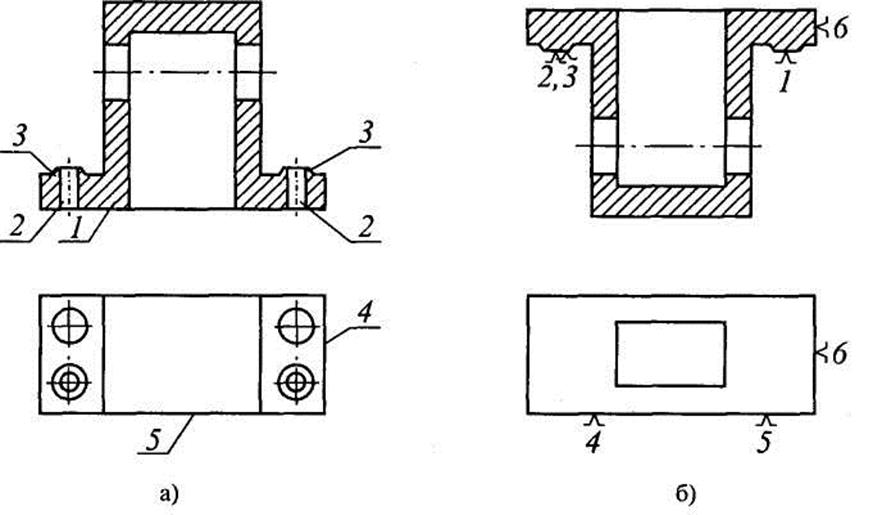
Корпусные детали. К ним относятся детали коробчатой формы, в которой устанавливают и закрепляют другие детали и узлы. Например, к корпусным деталям относятся – блок цилиндров двигателя
|
|
Рис. 1.4. Корпусная деталь (а) и её заготовка, установленная по черновым технологическим базам
внутреннего сгорания, картер коробки перемены передач, станины и бабки станков, картер заднего моста и др.
Например, к корпусным деталям относятся – блок цилиндров двигателя
В качестве чистовых технологических баз у корпусных деталей используются, как правило, плоскость и два штифтовых отверстия, которые должны быть обработаны на первой операции от черновых технологических баз, в качестве которых используются плоскости бобышек и боковые поверхности. Используемые при этом установочная поверхность (1, 2 и 3), направляющая 4, 5 и опорная 6 база лишают заготовку шести степеней свободы, обеспечивая полное её ориентирование.
КЛАСС 2
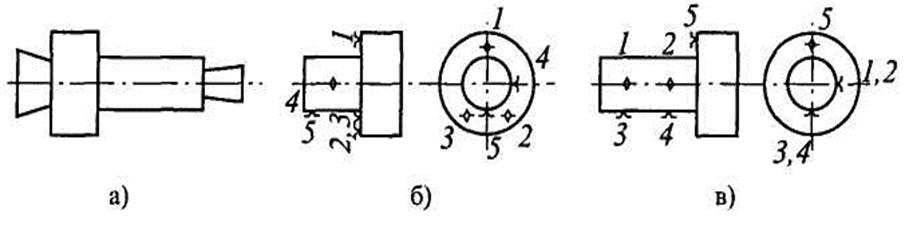
Круглые стержни. Это детали, имеющие ось вращения и обрабатываемые механическим способом на станках в центрах.
|
|
К ним относятся такие детали как гладкие и ступенчатые валы, коленчатые и распределительные валы, валы с зубчатыми венцами, крестовины карданных валов и т.д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.