Федеральное агентство по образованию
Волгоградский государственный технический университет
Волжский политехнический институт (филиал) ВолгГТУ
Основы проектирования и эксплуатации
технологического оборудования
автотранспортных предприятий
Часть 2
РПК
«Политехник»
Волгоград, 2006
УДК 621.86(075.5)
Основы проектирования и эксплуатации технологического оборудования. Методические указания к практическим работам №4, № 5 /Сост. П. А. Кулько, А. П. Кулько. Волгоград. гос. ун-т. Волгоград, 2006.– Ч. 2. – 24 с.
Практические работы №4; №5; предназначены для приобретения студентами навыков расчёта, проектирования, подбора необходимого технологического оборудования и применения его в условиях соблюдения требований техники безопасности и экологии.
В практические работы включены технологические требования к выполнению ремонтных работ по клёпальным, сборочным и разборочным работам. Методические указания разработаны для студентов специальности 190601 «Автомобили и автомобильное хозяйство»:
5-го курса полной формы обучения;
3-го курса сокращенной формы обучения;
3-го курса заочной формы обучения.
Табл. 2. Ил. 24. Библ. 50 назв.
Рецензент: В.И. Богданов.
Печатается по решению
редакционно-издательского совета
Волгоградского государственного технического университета.
© Волгоградский
государственный
технический
университет, 2006

Содержание
1. Практическая работа №4
Механизация клёпальных работ……………………………………4
2. Практическая работа №5
Сборочное, разборочное и ремонтное оборудование……………16
ПРАКТИЧЕСКАЯ РАБОТА №4
МЕХАНИЗАЦИЯ КЛЕПАЛЬНЫХ РАБОТ
1. Общие положения
1.1. Цель работы – получить практические навыки в освоении метода расчета и подбора пневматических и гидравлических установок для клепки рам автомобилей.
1.2. В задачи практической работы входит:
1.2.1. Расчет гидравлического клепального и рубильного оборудования.
1.2.2.
Разработка гидравлической схемы
клепальной установки.
Составление спецификации оборудования участка ремонта рам гидравлическим
методом.
1.2.3. Обоснование выбора пневматического оборудования для клепки и рубки заклёпок при ремонте рам.
1.2.4. Составление спецификации оборудования участка ремонта рам пневматическим методом.
2. Выполнение клепальных работ
Клепка широко применяется в ремонтном производстве при сборке рам автомобилей, дифференциалов и др.
По способу образования замыкающей головки и заклепки различают два метода: давлением и ударный.
В зависимости от состояния заклепок различают горячую и холодную клепку.
Холодную клепку давлением в авторемонтном производстве применяют для заклепок диаметром до 25 мм и с нагревом – до 36 мм.
Клепка ударного действия выполняется холодной клепкой для заклепок диаметром до 6 мм и с нагревом до 35 мм.
2.1. Требования к сборке деталей под клепку
Общая толщина склепываемых деталей не должна превышать 4d (d – диаметр заклепки). При длинных заклепках невозможна усадка стержня от ударов или давления с полным заполнением отверстий: напряжения в стержне могут оторвать головку.
Расстояния между рядами заклепок при их цепном расположении должно быть не менее 2,5d.
Диаметр отверстий под заклепки устанавливают с соотношением:
|
Диаметр заклепки d |
3 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
30 |
32 |
|
Диаметр отверстия d0 |
3,3 |
6,4 |
8,5 |
10,8 |
13 |
15 |
17 |
19 |
21 |
23 |
25 |
28,5 |
31,5 |
33,5 |
Из условия равнопрочности смятия головки и разрыва стержня заклепки диаметр головки D должен быть [2]:
D = (1,5… 1,7) d, (1)
где d – диаметр заклепки.
Для формирования полноценной прочной головки выступающий конец стрежня заклепки должен составлять ( 1,5… 1,75)d.
При сборке деталей под клепку возможны дефекты [2]:
–
 неплотное прилегание склепываемых деталей;
неплотное прилегание склепываемых деталей;
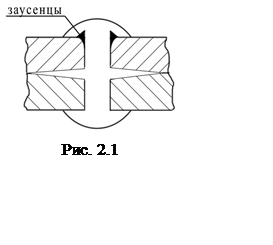
– наличие заусенцев на кромках отверстий при сверлении.
Неплотное прилегание деталей может привести к выдавливанию металла заклепки в зазор между деталями, вызывая снижения прочности соединения (рис. 2.1)
Наличие заусенцев на кромках отверстия вызывает надрезы в месте перехода головки в стержень. Это снижает прочность заклепки (рис 2.1)
Головки дефектных заклепок срубают пневматическими или гидравлическими рубильными молотками.
2.2. Пневматическая клепка
Пневматическую клепку выполняет бригада из трех человек: клепальщик, подручный с поддержкой и нагревальщик заклепок.
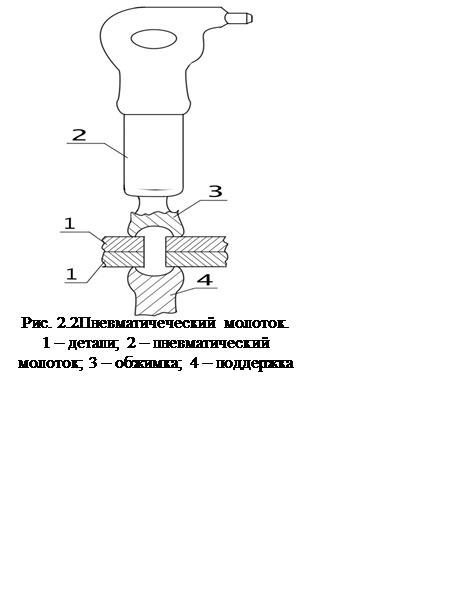
Пневматический молоток с обжимкой наставляют на выступающий стержень заклепки. После сильного нажатия на молоток в него пускают сжатый воздух. Под действием ударов клепаного молотка обжимка 3 формирует замыкающую головку. Поддержка 4 представляет обжимку, устанавливаемую на винтовом рычажном или пневматическом упоре. Необходимую модель клепанного молотка подбирают в соответствии с диаметром заклепки, пользуясь приложением Б [2].
 Пневматические
молотки по принципу распределения сжатого воздуха делятся на
Пневматические
молотки по принципу распределения сжатого воздуха делятся на
золотниковые и поршневые.
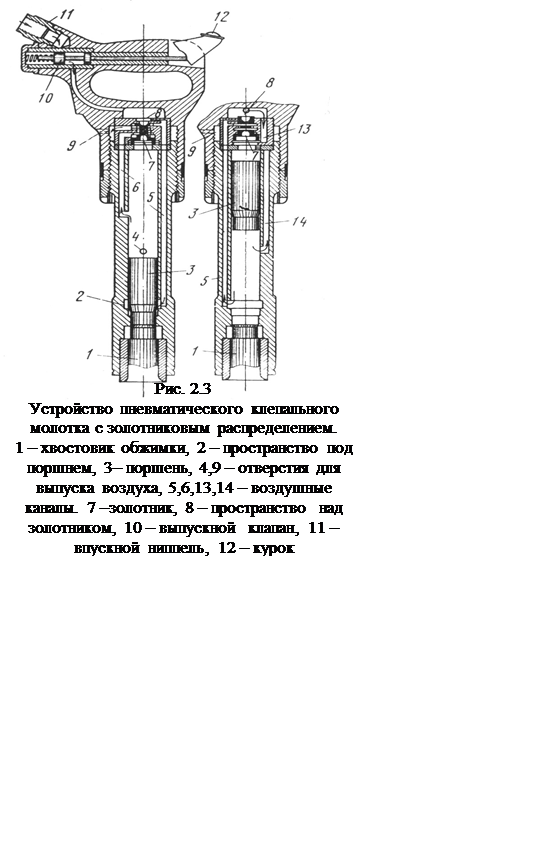
На авторемонтных участках применяют молотки с золотниковым распределением (см рис. 2.3) [2]
В нижнюю часть ствола молотка входит хвостовик (обжимка или зубило для рубки заклепок).
2.3. Пневматическая рубка дефектных заклепок.
Срубка головок заклепок, подлежащих замене, выполняется рубильными молотками, которые подбирают в соответствии с приложением Б.
Молоток удерживают в наклонном положении к обрабатываемой заклепке, чтобы обеспечить зубилу требуемое углубление в металл.
Для облегчения рубки головки дефектных заклепок предварительно разрубают головку зубилом на четыре части, рассверливают в головке вертикальное отверстие диаметром сверла на 2…3 мм меньше диаметра ствола заклепки [2].
По конструкции рубильные молотки аналогичны молоткам для клепки, но имеют более высокую частоту ударов бойка в минуту [1;2]
2.4. Оборудование поста клепки и рубки заклепок пневматическими молотками
На авторемонтных участках по ремонту рам грузовых автомобилей должны быть следующие технологические посты:
– выварка рам;
– разборка рам;
– сборка рам;
– окраска рам.
Посты по выварке и окраске рам должны иметь отдельные помещения.
Посты для разборки и
сборки рам оборудуются стендами для разборки рам, например, модели  или
или [3]
и для сборки рам, например, стенд-кондуктор модели
[3]
и для сборки рам, например, стенд-кондуктор модели  [3]
[3]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




